Guide de Bonnes Pratiques d'Hygiène et d’application des principes HACCP à la nutrition animale
Guide de Bonnes Pratiques d'Hygiène et d’application des principes HACCP à la nutrition animale – OQUALIM – Mise à jour de la version soumise le 18/10/2016 aux pouvoirs publics, pour prise en compte de l'avis de l’Agence nationale de sécurité sanitaire de l’alimentation, de l’environnement et du travail relatif au projet de guide de bonnes pratiques d’hygiène de la nutrition animale du 23 mai 2019
- Remerciements
- Eléments généraux
- Guide de Bonnes Pratiques d'Hygiène et d’application des principes HACCP à la nutrition animale (GBPNA)
- Introduction - La nutrition animale en France
- Champ d'application (diagrammes, dangers potentiels…)
- Termes et Définitions - Glossaire
- Responsabilité de la direction
- Engagement et politique de sécurité des aliments pour animaux
- Planification du système de management de la sécurité des aliments pour animaux
- Responsabilité et autorité
- Formation et qualification
- Communication interne et externe
- Gestion des situation d'urgence (alertes/crises)
- Revue de management de la sécurité des aliments pour animaux
- Management de la sécurité des aliments pour animaux
- Principe général
- Documentation
- Veille réglementaire
- Identification et traçabilité
- Analyse des dangers selon la méthode HACCP
- Vérification (audits internes, plans d’analyses)
- Gestion produits non conformes et réclamations clients (retrait/rappel)
- Amélioration (actions correctives et préventives
- Bonnes pratiques
- Construction et disposition des bâtiments
- Disposition des locaux et de l'espace de travail
- Nettoyage et désinfection des locaux et des équipements
- Compétences et hygiène des membres du personnel
- Maîtrise des nuisibles
- Services généraux – air, eau, énergie
- Gestion des achats : emballages / intrants / transports / laboratoires / nettoyage
- Qualification et maintenance des équipements
- Mesures de prévention des transferts inter-lots
- Produits retraités/recyclés
- Elimination des déchets
- Conditions de stockage
- Transport
- Prise de commande
- Formulation et information sur les produits
- Prévention contre les actes de malveillance
- Réalisation du produit
- Illustration de la méthodologie HACCP déployée
- Réception intrants (AC, AA, AL, AM, PM, D)
- Stockage / Transfert (AC, AA, AL, AM, PM, D)
- Broyage (AC)
- Autres traitements des intrants : laminage (AC), floconnage (AC), extrusion (AC), tannage (AC)
- Dosage (AC, AM, PM, AL, AA)
- Mélange / Homogénéisation (AC, AM, PM, AL, AA)
- Traitement Thermique (AC)
- Granulation (AC, AM)
- Refroidissement / Séchage (AC, AM, AA)
- Emiettage (AC)
- Tamisage (AC, AM, AA, PM)
- Enrobage / Sprayage (AC, AM, PM)
- Autres traitements des produits semi-finis : extrusion (AC), agglomération (AM,PM), compression (AM,AC), expansion (AC)
- Conditionnement (AC, AA, AL, AM, PM)
- Chargement (AC, AA, AL, AM, PM, D)
- Livraison produit fini (AC, AA, AL, AM, PM, D)
- Recyclage (AC, AA, AL, AM, PM)
- Description des CCP et des points d'attention
- Annexe 1- Dangers
- Introduction
- Dangers biologiques
- Dangers chimiques
- Dangers physiques
- Danger de fraude
- Fiche pratique contaminants biologiques
- Fiche pratique contaminant biologique _ salmonelles
- Fiche pratique contaminant _mycotoxines
- Fiche pratique contaminant _mycotoxines_aflatoxines
- Fiche pratique contaminant _mycotoxines_trichothécènes
- Fiche pratique contaminant _mycotoxines_alcaloïdes de l'ergot
- Annexe 2 - Avis CSNA_Critères d'acceptabilité de l'eau utilisée en production
- Annexe 3 - Tests de validation de l'homogénéisation
- Annexe 4 - Evaluation des transferts inter-lots (TIL)
- Annexe 5 - Efficacité bactériolytique
- Annexe 6 - Cahier des charges transport
- Annexe 7 - Note syndicale_signalement des non-conformités sanitaires: mode d'emploi
- Annexe 8 - Exigences spécifiques pour les bolus
- Annexe 9 - Principaux textes réglementaires
- Annexe 10 - Bibliographie
- Annexe 11 - Proposition de classification des déchets
- Annexe 12 - Structures mentionnées dans le Guide
Remerciements
Ce guide de bonnes pratiques d’hygiène de la nutrition animale (GBPNA) a pu être réalisé grâce à la collaboration de plusieurs représentants de sociétés fabriquant des aliments d’allaitement, des aliments composés, des aliments liquides, des aliments minéraux, des prémélanges ainsi que des permanents de l’AFCA-CIAL, de Coop de France Nutrition Animale, du SNIA et d’OQUALIM.
Le cabinet EXARIS a accompagné l’association OQUALIM dans l’élaboration et la rédaction de ce guide
| Société | Représentée par |
Fonction |
| ALLIANCE Nutrition Animale | Carine COURRIER | Responsable Qualité |
| Groupe AVRIL Pôle Animal | Vincent LE MOINE | Manager Qualité et Sécurité des Aliments |
| AXEREAL Pôle Animal | Bérengère HOEZ | Responsable QSE |
| CAVAC Nutrition Animale | Myriam BOURON | Responsable Qualité |
| DENKAVIT | Patricia LAGORGETTE | Responsable Qualité |
| DFP NUTRALIANCE | Emilie POULIER | Responsable Qualité |
| DIELNA | Corinne QUERUEL | Responsable Qualité |
| INZO |
Loïc LE HENAFF |
Responsable Management Qualité |
| LAGROST Aliments | Justine LAGROST | Responsable QSE |
| NOVIAL | Baptiste ZOIA | Responsable Système Management Qualité |
| TECHNA | Marie-Eve MARTIN | Responsable Qualité & Affaires Règlementaires |
| TERRENA Nutrition Animale | Cathy SANTOS | Animatrice Qualité |
| VETAGRI | Nathalie CHOUPEAUX | Responsable Qualité |
| OQUALIM | Céline RAVEL | Ingénieure Déléguée |
| AFCA-CIAL | François GUIBERT | Secrétaire Général |
| COOP DE FRANCE NA | Tanguy BIDAUD | Responsable Filières Aval |
| SNIA | Estelle MORGAND | Chargée de Missions |
| EXARIS | Antoine SAILLY | Partner Manager |
Ce guide a également pu être enrichi par l’ensemble des fabricants lors des comités de pilotages des précédents guides « aliments composés » (GBPAC), « aliments minéraux » (GBPAM) et « prémélanges » (GBPPM).
Nous tenons à remercier les organismes qui ont accepté que certains de leurs documents faisant référence dans la
profession figurent dans les annexes de ce guide. Nous remercions tout particulièrement le Conseil Scientifique de la Nutrition Animale (CSNA), QUALIMAT et TECALIMAN
Eléments généraux
Guide de Bonnes Pratiques d'Hygiène et d’application des principes HACCP à la nutrition animale (GBPNA)
Son utilisation
Le GBPNA, d’application volontaire, a été conçu par et pour les professionnels français du secteur de la nutrition des animaux producteurs de denrées alimentaires, en concertation avec les partenaires amont et aval de la filière. Le Guide est soumis à évaluation des autorités de tutelle. Il constitue le guide de référence afin d’aider les professionnels du secteur à garantir la sécurité sanitaire de leurs produits à travers :
- le respect des bonnes pratiques d’hygiène générales et spécifiques, dont celles imposées par la réglementation,
- l’identification des risques déterminants pour la sécurité des animaux et du consommateur et l’établissement des procédures appropriées pour les maîtriser en se fondant sur les principes de la méthode HACCP,
- la mise en place d’un système de traçabilité de l’ensemble des produits ainsi que des procédures de gestion des produits non conformes (retrait/rappel).
Le GBPNA a également intégré les exigences issues de l’ISO 22000 (notamment) afin d’être cohérent avec les acquis des entreprises dans ce domaine.
Lors de la mise en application du GBPNA, les fabricants doivent revalider en interne leurs propres dispositions au regard des exigences qui en découlent. Ce guide peut constituer une base pour l’élaboration des règles de qualité et de sécurité sanitaire internes à chaque entreprise mais il demeure un outil que chaque opérateur doit adapter aux spécificités de son entreprise.
Sur la base du GBPNA, OQUALIM, association regroupant les organisations professionnelles du secteur de la nutrition des animaux producteurs de denrées alimentaires (La coopération agricole NA, SNIA, AFCA-CIAL, SDVF, QUALIMAT), a élaboré un référentiel d’audit. Les opérateurs du secteur peuvent ainsi faire valider le respect des exigences du guide par un organisme de certification tierce partie au travers d’audits spécifiques.
Son évolution
A l’initiative d’OQUALIM, le GBPNA fait l’objet de mises à jour périodiques, en fonction de l’évolution des données scientifiques, techniques, réglementaires, normatives… Sauf absence d’évolution à intégrer, le GBPNA sera évalué pour révision à une fréquence d’environ 3 ans.
Ce guide est issu d’un travail de convergence des trois guides de bonnes pratiques sectoriels préexistants validés par l’administration française et rappelés ci-dessous :
- Fabrication d’aliments composés pour animaux (GBPAC validé en 2008),
- Fabrication d’aliments minéraux pour animaux (GBPAM validé en 2008),
- Application des principes HACCP de la fabrication de prémélanges d’additifs pour l’alimentation animale (GBPPM validé en 2009).
Ce guide s’inscrit en cohérence avec le guide européen EFMC de la FEFAC relatif à la fabrication de prémélanges et d’aliments composés. Les principaux éléments bibliographiques sont cités en Annexe 10.
L'avis de l'ANSES relatif au projet de guide de bonnes pratiques d’hygiène de la nutrition animale, publié le 23 mai 2019 (saisine 2018-SA-0025), a été pris en compte dans la présente version révisée du GBPNA.
Le contexte réglementaire
L’objectif de la rédaction d’un guide spécifique aux fabrications destinées à la nutrition animale est de concevoir un ouvrage de référence pour les professionnels de ce secteur mais également de s’intégrer à une démarche générale de sécurisation des filières alimentaires. La qualité des aliments pour animaux est essentielle car elle influence la santé des animaux et la sécurité des denrées alimentaires d’origine animale.
Le contenu du guide fait fréquemment référence aux principaux textes réglementaires applicables au secteur de la nutrition animale dont les références sont accessibles en Annexe 9 (ex : [04-01]). Ce document prend principalement en compte en compte les exigences du « paquet hygiène » (règlements (CE) n°178/2002 [01-02] et 183/2005 [01-03] notamment). Il y est donc souvent fait référence dans le texte.
Le présent guide couvre les activités de fabrication et de distribution de prémélanges et d’aliments composés pour animaux producteurs de denrées alimentaires. Parmi les aliments composés figurent les aliments complets et complémentaires, au rang desquels notamment les aliments minéraux, les aliments d’allaitement ou les aliments liquides. Les aliments visant un objectif nutritionnel particulier (aliments « diététiques ») sont également dans le champ d’application de ce guide. Tous les types de présentation de produits sont concernés : solides (farines, granulés, poudres, miettes, semoulettes, blocs à lécher, bolus, comprimés…), liquides ou sous forme de pâtes, gels…
Le règlement (CE) n°767/2009 [04-01] établit les dispositions régissant la mise sur le marché des aliments composés pour animaux, y compris l’étiquetage. Il encadre également l’utilisation de ces aliments pour animaux, leur conditionnement et leur présentation.
Le règlement (CE) n°1831/2003 [05-01] fixe les exigences relatives à la mise sur le marché des prémélanges.
Le respect de la législation sur les aliments pour animaux fait l’objet de contrôles officiels réalisés par les autorités compétentes (règlement (UE) 2017/625, [01-06]).
Le secteur d’activité est soumis à des règlementations afférentes pour l’environnement, la sécurité au travail… qui ne sont pas l’objet du GBPNA
Introduction - La nutrition animale en France
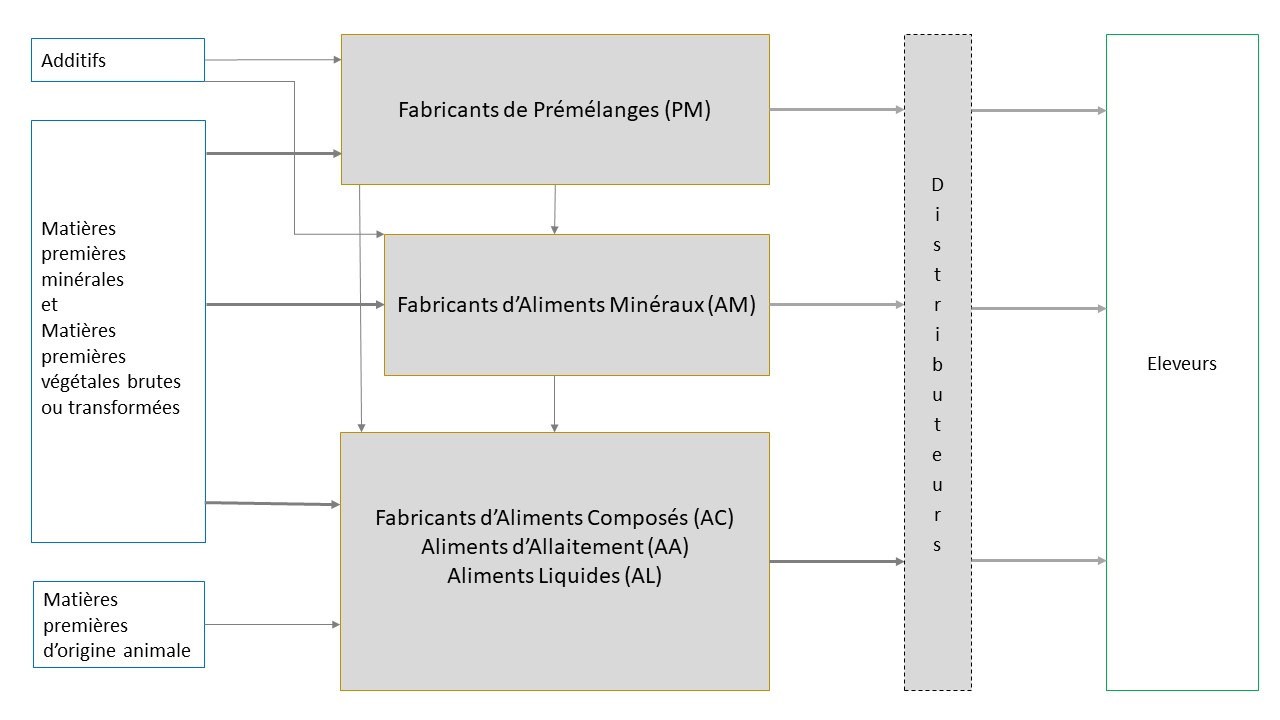
Présentation schématique des principaux types d’opérateurs de l’alimentation animale
La fabrication des « compléments » pour l’alimentation animale
Les prémélanges d’additifs
Les prémélanges d’additifs ne sont pas destinés à l’alimentation directe des animaux. Ce sont des mélanges très concentrés qui se présentent le plus souvent sous forme de poudres.
Ils sont constitués d'un mélange d'additifs autorisés par une réglementation européenne spécifique. Ils constituent un « produit intermédiaire », incorporé en très faible quantité dans l'aliment composé, assurant une répartition homogène des additifs dans celui-ci. Ces mélanges d’additifs sont commercialisés auprès des fabricants d’aliments en l’état ou, le plus souvent, en combinaison avec une ou plusieurs matières premières (végétales ou minérales) qui servent de support et garantissent un mélange homogène. Les prémélanges contiennent généralement des concentrations en additifs telles qu’ils ne peuvent pas être considérés comme des aliments complémentaires.
|
|
Parmi les principaux additifs, on peut citer les vitamines, les oligo-éléments, les acides aminés, les arômes, les agents liants, les conservateurs, ... . En Europe, les additifs composant un prémélange sont tous évalués et autorisés pour leur efficacité et leur sécurité pour les animaux, l’homme et l’environnement. Ils peuvent avoir différentes fonctions : technologiques, nutritionnelles, sensorielles, zootechniques. |

La production française de prémélanges représente près de 160 000 tonnes par an, dont une part (environ 40%) est exportée hors de France.
L'incorporation des prémélanges dans les fabrications d'aliments est généralement comprise entre 0,2 et 1 %. Ramenée à un tonnage d'aliments composés complets reconstitués, cette production de prémélanges correspond à une production annuelle d'aliments de plus de 30 millions de tonnes (dont des fabrications d'aliments hors de France à partir de prémélanges exportés).
|
|
La répartition des destinations des prémélanges par espèces reflète à peu près le poids des fabrications d'aliments en France avec une priorité pour les volailles, les porcs et les bovins. Les autres espèces représentent des volumes moins importants. Infographie AFCA-CIAL, marché des prémélanges 2021, répartition par espèce (équivalent aliments reconstitués. |

Les aliments minéraux
Un aliment minéral est un aliment complémentaire constitué principalement de minéraux et contenant au moins 40% de cendres brutes. Il est constitué par des macro-éléments minéraux tels que le phosphore, le calcium, le magnésium, le sodium ou le potassium apportés par des matières premières minérales principalement issues de gisements naturels (phosphates, carbonate de calcium, magnésie, sel...) et par des oligo-éléments, composés de métaux ou métalloïdes sources de fer, zinc, cuivre, manganèse, iode, sélénium, cobalt ou molybdène.
|
|
Les aliments minéraux se présentent sous forme de poudres, de semoulettes ou de granulés, mais également sous forme compactée en blocs à lécher présentés tels quels ou dans des seaux ou des bassines. Les aliments minéraux sont distribués à hauteur de 20 à 400 grammes par jour selon l’espèce, le stade physiologique et le niveau de production. Les vaches laitières sont les plus grandes consommatrices d’aliment minéral, avec des quantités quotidiennes pouvant aller jusqu’à 600 g (lorsqu’il contient du bicarbonate de sodium). |

L’aliment minéral se distribue principalement sur la ration de base ou il peut être incorporé au préalable dans l’aliment. Les éleveurs fabriquant leur aliment à la ferme incorporent eux-mêmes le minéral dans leur aliment.
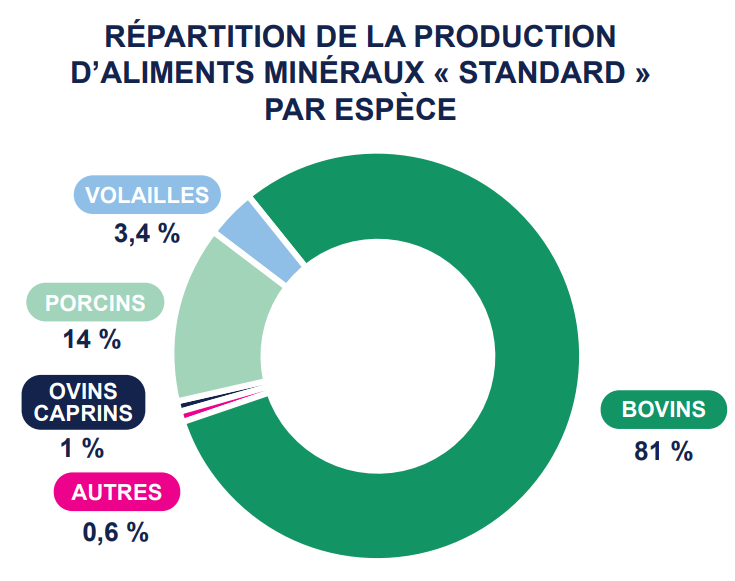
Le volume d’aliments minéraux fabriqués en France avoisine les 400 000 tonnes par an.
|
|
Ces aliments minéraux sont principalement destinés aux ruminants (notamment bovins pour plus de 80%) et représentent la complémentation d'un volume global annuel de plus de 7 millions de tonnes de ration complète pour ces animaux. Par ailleurs, les aliments minéraux sont également commercialisés auprès d’éleveurs qui fabriquent eux-mêmes leur aliment à la ferme et contribuent à un équivalent d’environ 2 millions de tonnes d'aliments complets pour porcs et de 350 000 tonnes pour d’autres espèces (volailles notamment pondeuses). Source AFCA-CIAL_Rapport d'activité 2022 |
Les aliments liquides
|
|
Cette dénomination n'englobe pas l'ensemble des aliments complémentaires sous forme liquide mais désigne sur le terrain les produits auparavant appelés réglementairement "aliments mélassés". L'aliment liquide est un mélange de plusieurs matières premières liquides issues de la fabrication du sucre ou de fermentations (mélasse de canne à sucre ou de betterave, coproduits liquides issus de l'industrie agro-alimentaire). Il est riche en sucres et en matières azotées rapidement assimilables. Grâce à un apport simultané d’azote soluble et d’énergie fermentescible, l’aliment liquide nourrit et stimule la flore ruminale. |

La production française est d'environ 70 000 tonnes par an. La quasi-totalité de ces volumes est destinée à la complémentation des fourrages des ruminants, notamment pour l'élevage bovin. L’aliment liquide présente un intérêt pour corriger les valeurs nutritives de rations fourragères très pauvres ou déséquilibrées. Il contribue à satisfaire les besoins en azote, minéraux et énergie de la population microbienne de la panse et à activer la fermentation de la cellulose.
Aliments complémentaires spécifiques
|
|
Même s’ils ne font pas l’objet d’une catégorisation spécifique dans le guide, les aliments diététiques et tous les aliments complémentaires spécifiques (sous forme solide, liquide, pâte, gel, ...), incluant les bolus, sont également concernés par son contenu. |
La fabrication des aliments composés pour l’alimentation animale
Les aliments composés complets
|
|
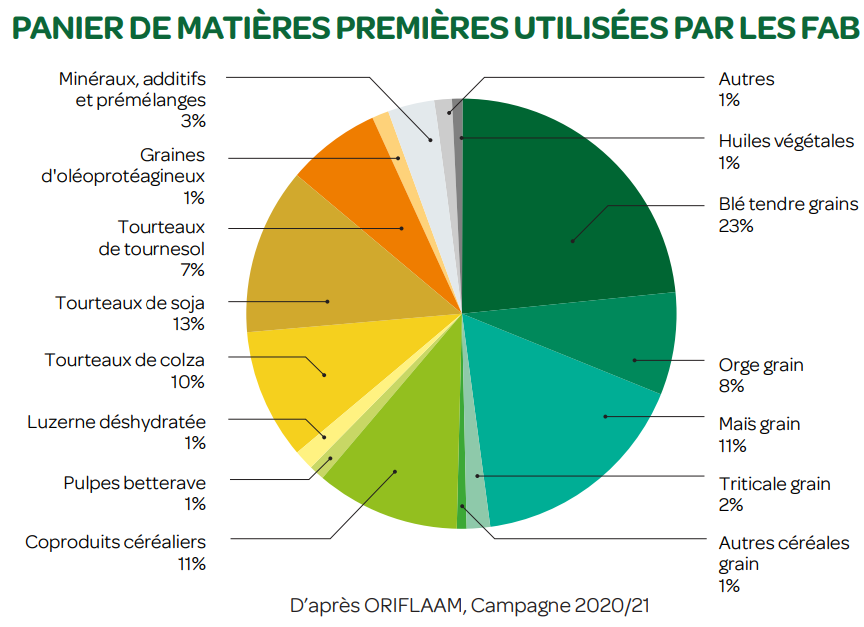
Les aliments composés (complets ou complémentaires) utilisent une grande variété de matières premières.Les céréales (blé et maïs principalement) et leurs coproduits représentent un peu plus de la moitié des matières premières utilisées dans la fabrication des aliments composés. Les tourteaux d’oléo-protéagineux, coproduits issus principalement du soja et du colza, représentent plus du quart des utilisations. Globalement, les fabricants d’aliments composés valorisent de nombreux coproduits pour plus de 40% des matières premières incorporées dans leur production. |
|
|
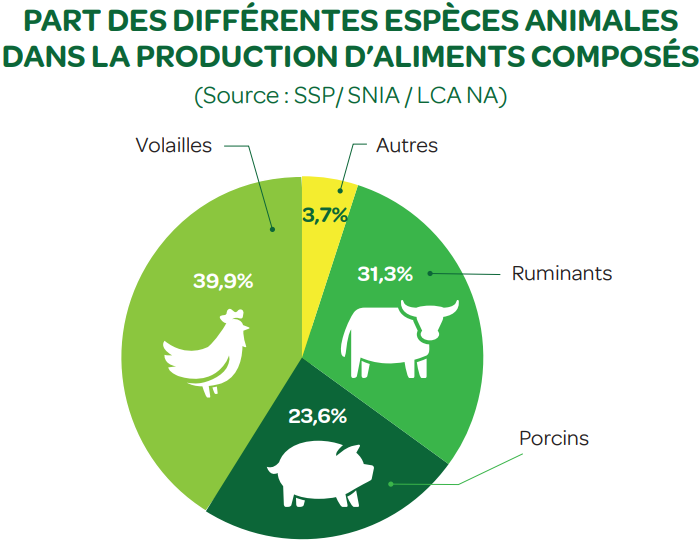
Les aliments composés complets se présentent sous différentes formes: granulés, farines, miettes, mash. 19.2 millions de tonnes d'aliments composés ont été produits en France en 2022. |
Les aliments d'allaitement
Un aliment d’allaitement est un aliment composé pour animaux, administré après dilution dans une quantité de liquide, destiné à l’alimentation des jeunes animaux en complément ou en remplacement du lait maternel post-colostral, ou bien à l’alimentation de jeunes animaux tels que les veaux, les agneaux ou les chevreaux de boucherie.
Les aliments d’allaitement sont composés de matières premières à la fois d’origine laitière (lactosérum ou poudre de lait écrémé) et végétales (matières grasses et protéines).
En France sont produits par an, environ 360 000 tonnes d'aliments d'allaitement pour animaux.
Champ d'application (diagrammes, dangers potentiels…)
Le présent guide de bonnes pratiques d’hygiène s’applique à la fabrication et mise sur le marché et à la mise sur le marché sans fabrication de produits destinés à la nutrition des animaux producteurs de denrées alimentaires et s’applique aux professionnels suivants :
- Les fabricants d’aliments composés (AC)
- Les fabricants d’aliments minéraux (AM)
- Les fabricants de prémélanges (PM)
- Les fabricants d’aliments d’allaitement (AA)
- Les fabricants d’aliments liquides (AL)
- Les distributeurs (D) – Voir définition dans le glossaire
Les fabrications d’aliments diététiques (aliments visant des objectifs nutritionnels particuliers [ 04-02]) sont également dans le champ d’application de ce guide de bonnes pratiques et sont concernées par son contenu en fonction du type de produits fabriqués (aliments minéraux, aliments liquides, aliments composés…) pour lesquels s’appliquent des obligations générales et/ou particulières comme indiqué ci-après. Les fabrications de bolus entrent également dans le champ d’application et les exigences particulières les concernant sont rappelées en Annexe 8.
| Étapes du process |
Fabricants d'aliments composés (AC) |
Fabricants d'aliments minéraux (AM) |
Fabricants de prémélanges (PM) |
Fabricants d'aliments d'allaitement (AA) |
Fabricants d'aliments liquides (AL) |
Distributeurs (D) |
|
| Réception intrants |
x |
x |
x |
x |
x |
x |
|
| Stockage Transfert |
x |
x |
x |
x |
x |
x |
|
| Broyage |
x |
||||||
| Autres traitements des intrants |
Laminage |
x |
|||||
| Floconnage |
x |
||||||
| Extrusion |
x |
||||||
| Tannage |
x |
||||||
| Dosage |
x |
x |
x |
x |
x |
||
| Mélange |
x |
x |
x |
x |
x |
||
| Traitement Thermique |
x |
||||||
| Granulation |
x |
x |
|||||
| Refroidissement / Séchage |
x |
x |
x |
||||
| Émiettage |
x |
||||||
| Tamisage |
x |
x |
x |
x |
|||
| Enrobage / Sprayage |
x |
x |
x |
x |
|||
| Autres traitements des produits semi-finis |
Extrusion |
x |
|||||
| Agglomération |
x |
x |
|||||
| Compression |
x |
x |
|||||
| Expansion |
x |
||||||
| Conditionnement |
x |
x |
x |
x |
x |
||
| Chargement |
x |
x |
x |
x |
x |
x |
|
| Livraison produit fini |
x |
x |
x |
x |
x |
x |
|
| Recyclage |
x |
x |
x |
x |
x |
||
Certains outils peuvent également être concernés par la fabrication et/ou distribution d’aliments médicamenteux. Dans ce cas, ils appliqueront la réglementation spécifique en vigueur (décision du 12 février 2007 modifiée relative aux bonnes pratiques de fabrication et de distribution en gros des aliments médicamenteux [ 07-02]), notamment vis-à-vis de mesures de maîtrise spécifiques :
- Réception des ordonnances
- Stockage
- Transferts inter-lots
- Compétence du personnel
- Formulation et information sur les produits
- Produits recyclés/retraités
Diagramme de fabrication des aliments minéraux

Diagramme de fabrication des aliments complets

Diagramme de fabrication des aliments d'allaitement

Diagramme de fabrication des aliments liquides

Termes et Définitions - Glossaire
Action corrective : Action visant à éliminer la cause d’une non-conformité et à éviter sa réapparition. (ISO 9001).
Action préventive : Action visant à éliminer la cause d'une non-conformité potentielle ou d'une autre situation potentielle indésirable (ISO 9001).
Additifs : Substances, micro-organismes ou préparations, autres que les matières premières pour aliments des animaux et les prémélanges, délibérément ajoutés aux aliments pour animaux ou à l’eau pour remplir notamment une ou plusieurs des fonctions visées à l’article 5, paragraphe 3 du règlement 1831/2003 (définition issue du même règlement).
Les additifs sont regroupés dans différents groupes fonctionnels au sein de cinq grandes catégories : additifs technologiques, sensoriels, nutritionnels, zootechniques ou coccidiostatiques/histomonostatiques.
Les additifs autorisés dans l’Union Européenne sont listés dans un Registre communautaire.
Agréage : Opération de contrôle d’un intrant autorisant ou non son entrée sur un site de production.
Aliment complémentaire : Aliment composé pour animaux qui a une teneur élevée en certaines substances mais qui, en raison de sa composition, n’assure la ration journalière que s’il est associé à d’autres aliments pour animaux (Règlement 767/2009).
Aliment complet : Aliment composé pour animaux qui, en raison de sa composition, suffit à assurer une ration journalière (Règlement 767/2009).
Aliment composé : Mélange d’au moins deux matières premières pour aliments des animaux, comprenant ou non des additifs pour l’alimentation animale, qui est destiné à l’alimentation animale par voie orale, sous la forme d’un aliment complet pour animaux ou d’un aliment complémentaire pour animaux (Règlement 767/2009).
Au sens du présent guide de bonnes pratiques, les aliments composés regroupent les aliments complets ou complémentaires autres que les cas particuliers des aliments minéraux, des aliments d’allaitement ou des aliments liquides.
Aliment d’allaitement : Aliment composé pour animaux administré à l’état sec ou après dilution dans une quantité donnée de liquide, destiné à l’alimentation de jeunes animaux en complément ou en remplacement du lait maternel postcolostral ou à l’alimentation de jeunes animaux tels que les veaux, les agneaux ou les chevreaux de boucherie (Règlement 767/2009).
Aliment diététique (aliment pour animaux visant des objectifs nutritionnels particuliers) : Aliment pour animaux capable de répondre à un objectif nutritionnel particulier du fait de sa composition particulière ou de son procédé de fabrication particulier, qui le distingue clairement des aliments pour animaux ordinaires. Les aliments pour animaux visant des objectifs nutritionnels particuliers ne comprennent pas les aliments médicamenteux pour animaux au sens de la directive 90/167/CEE (Règlement 767/2009).
Au sens du présent guide de bonnes pratiques, les aliments diététiques sont à rattacher aux autres catégories de produits fabriquées et/ou distribuées par l’entreprise pour les obligations applicables (voir point 1.2 Champ d’application).
Aliment finition : Aliment dont les indications d’étiquetage prévoient spécifiquement une distribution jusqu'à l’abattage.
Aliment liquide : Aliment complémentaire qui désigne sur le terrain les produits auparavant appelés règlementairement « aliments mélassés » (il ne s’agit pas de l’ensemble des aliments complémentaires sous forme liquide). L’aliment liquide, au sens du présent guide, est un mélange de plusieurs matières premières de la mélasse de canne à sucre ou de betterave, des coproduits liquides issus de l’industrie agroalimentaire.
Aliment mash : Aliment composé non granulé, constitué d’un mélange de matières premières visuellement différenciables, de taille, de forme, de densité et de présentations différentes (particules, morceaux grossiers, laminés, floconnés, extrudés, granulé,…), et qui peut contenir des aliments composés complémentaires.
Aliment médicamenteux : Tout médicament vétérinaire constitué à partir d’un mélange d’aliment et de prémélange(s) médicamenteux, présenté pour être administré aux animaux sans transformation dans un but thérapeutique, préventif ou curatif, au sens de l’alinéa premier de l’article L.5111-1 du même code (5° de l’article L.5141-2 du code de la santé publique). Voir Règlement (UE) 2019/4.
Aliment minéral : Aliment complémentaire pour animaux contenant au moins 40 % de cendres brutes (Règlement 767/2009).
Aliment pour animaux : Toute substance ou produit, y compris les additifs, transformé, partiellement transformé ou non transformé, destiné à l’alimentation des animaux par voie orale (Règlement 178/2002).
Au sens du présent guide de bonnes pratiques, les termes « aliments pour animaux » seront employés pour l’ensemble des produits relevant du champ d’application du guide (prémélanges et tous types d’aliments composés).
Aliment pour animaux exportateurs de produits : Tout aliment destiné par nature à des animaux produisant de manière continue au cours de leur élevage des produits destinés à l’alimentation humaine ou animale (ex : aliment pondeuse, aliment vache laitière).
Aliment susceptible d’être donné en finition : Tout aliment dont les indications d’étiquetage n’excluent pas une distribution jusqu’à l’abattage de l’animal.
Analyse des Dangers et Points Critiques pour leur Maîtrise (Hazard Analysis and Critical Control Points – HACCP) : Méthode permettant d’identifier les étapes d’un procédé au niveau desquelles il pourrait se produire une perte – ou un écart significatif – de qualité et de sécurité des produits, si aucune mesure de maîtrise ciblée n’était mise en place (guide International Feed Industry Federation (IFIF)).
Aptitude requise : Besoin de mesurage déterminé par l’entreprise pour obtenir la conformité des produits.
Article de conditionnement : Élément destiné à contenir l’aliment pour animaux, à lui assurer une protection essentiellement physique et à porter les informations nécessaires à son emploi. Il participe ainsi à sa conservation, à son identification et à sa bonne utilisation.
Auxiliaire technologique : Toute substance qui n’est pas consommée comme un aliment pour animaux en tant que tel, utilisée délibérément dans la transformation d’aliments pour animaux ou de matières premières pour aliments des animaux pour répondre à un certain objectif technologique pendant le traitement ou la transformation et pouvant avoir pour résultat la présence non intentionnelle mais techniquement inévitable de résidus de cette substance ou de ses dérivés dans le produit final, à condition que ces résidus n’aient pas d’effet néfaste sur la santé animale, la santé humaine ou l’environnement, et n’aient pas d’effet technologique sur le produit fini (Règlement 1831/2003).
Capabilité : Capacité ou aptitude à réaliser un produit satisfaisant aux exigences relatives à ce produit.
CCP ou point critique pour la maîtrise : Étape à laquelle une mesure de maîtrise peut être exercée (et est essentielle) pour prévenir ou éliminer un danger menaçant la sécurité des aliments ou le ramener à un niveau acceptable. (ISO 22000)
Conformité : Satisfaction d’une exigence. (ISO 9001)
Contaminants chimiques : substances naturelles ou synthétiques qui se retrouvent dans les aliments. Il peut s’agir de substances utilisées lors de la production et de la transformation des denrées, mais également de substances présentes dans l’environnement de façon naturelle ou suite à une pollution des milieux (ANSES).
Contamination : Introduction non désirée d’impuretés de nature chimique ou microbiologique ou de corps étrangers dans ou sur un aliment entrant ou un aliment fini durant la fabrication, l’échantillonnage, l’emballage ou le ré-emballage, le stockage ou le transport (Guide EFMC).
Danger : Un agent biologique, chimique ou physique présent dans les denrées alimentaires ou les aliments pour animaux, ou un état de ces denrées alimentaires ou aliments pour animaux, pouvant avoir un effet néfaste sur la santé (Règlement 178/2002).
Danger physique en alimentation animale : Toute particule de matière, macroscopique, susceptible d’entraîner un effet néfaste sur la santé de l’animal. (GBPNA)
Déchet : « Est un déchet tout résidu d’un processus de production, de transformation ou d’utilisation, toute substance, matériau, produit, ou plus généralement tout bien meuble abandonné ou que son détenteur destine à l’abandon. » (Code de l'Environnement, partie législative, article L 541-1).
Défaut : Non satisfaction d’une exigence relative à une utilisation prévue ou spécifiée.(ISO 9000)
Désinfection : Opération au résultat momentané, permettant d'éliminer ou de tuer les microorganismes et/ou d'inactiver les virus indésirables portés par des milieux inertes contaminés, en fonction des objectifs fixés. (AFNOR)
Distributeur : Détenteur physique d’aliments pour animaux (hors vente au détail) réalisant au moins une étape du process parmi les étapes suivantes à l’exclusion de toute autre : approvisionnement, réception, stockage - transfert, chargement et livraison.
Au sens du présent guide de bonnes pratiques, les termes « aliments pour animaux » seront employés pour l’ensemble des produits relevant de son champ d’application (prémélanges et tous types d’aliments).
Cette définition ne couvre pas les intermédiaires sans stock.
Écart maximum toléré : Écart entre la valeur de l’étalon et la valeur indiquée par l’appareil au-delà duquel l’appareil est déclaré non conforme lors de sa vérification.
Enregistrement : Document faisant état de résultats obtenus ou apportant la preuve de la réalisation d’une activité.
Entreprise du secteur de l'alimentation animale : Toute entreprise publique ou privée assurant, dans un but lucratif ou non, des opérations de production, de fabrication, de transformation, d'entreposage, de transport ou de distribution d'aliments pour animaux, y compris tout producteur agricole produisant, transformant ou entreposant des aliments destinés à l'alimentation des animaux sur sa propre exploitation (Règlement 178/2002).
Étalonnage : Ensemble des opérations établissant, dans des conditions spécifiées, la relation entre la valeur indiquée par un appareil de mesure, ou un système de mesure, ou les valeurs représentées par une mesure matérialisée, et les valeurs connues correspondantes d’une grandeur mesurée.
Exploitant du secteur de l'alimentation animale : La ou les personnes physiques ou morales chargées de garantir le respect des prescriptions de la législation alimentaire dans l'entreprise du secteur de l'alimentation animale qu'elles contrôlent (Règlement 178/2002).
Fabricant à la ferme : Éleveur qui fait le choix de fabriquer ou mélanger des aliments pour animaux pour les besoins exclusifs des animaux dont il assure les soins et la garde dans son exploitation.
Hygiène des aliments pour animaux : Les mesures et conditions nécessaires pour se prémunir contre les dangers et garantir le caractère propre à la consommation animale d’un aliment pour animaux, compte tenu de l’utilisation qui en est prévue (règlement 183/2005).
Incompatibilité : Impossibilité de succession de fabrication de deux « produits » pour des raisons réglementaires, zootechniques, ou contractuelles.
Intrant : On entend par intrant dans le présent guide de bonnes pratiques tout produit entrant dans la fabrication d’un aliment pour animaux à savoir :
- les matières premières pour aliments des animaux,
- les additifs,
- les prémélanges d’additifs,
- les auxiliaires technologiques,
- les prémélanges médicamenteux,
- les aliments composés.
Limite critique : Critère qui distingue l’acceptabilité de la non-acceptabilité. Les limites critiques sont établies en vue de déterminer si un CCP reste maîtrisé. Lorsqu’une limite critique est dépassée ou non atteinte, les produits concernés doivent être traités comme des produits potentiellement dangereux. (ISO 22000).
Lot : Quantité identifiable d’aliment pour animaux dont il est établi qu’elle présente des caractéristiques communes, telles que l’origine, la variété, le type d’emballage, l’emballeur, l’expéditeur ou l’étiquetage, et, dans le cas d’un processus de production, une quantité de produit fabriquée dans une seule usine en utilisant des paramètres de production uniformes ou plusieurs de ces quantités lorsqu’elles sont produites en ordre continu et entreposées ensemble (Règlement 767/2009).
Lot (aliment médicamenteux) : Ensemble des unités d’une forme pharmaceutique provenant d’une même masse initiale et ayant été soumis à une même série d’opérations de fabrication. Dans le cas d’un procédé de production continue, le lot est l’ensemble des unités fabriquées dans un laps de temps déterminé. (BPFDAM - Bonnes Pratiques de Fabrication et de Distribution en gros des Aliments Médicamenteux – Décision de l’ANSES du 12 février 2007).
Lot d’intrants : Quantité d’intrants considérée comme homogène sur le plan qualitatif. Cette notion de lot ne peut pas être moins exigeante que celle définie par le fournisseur.
Lot de fabrication : Ensemble considéré comme homogène du point de vue qualitatif constitué d’un mélange ou d’un ensemble de mélanges successifs d’une même formule, ou regroupement de mélanges dans un même cycle de fabrication.
Lot de livraison : Quantité d’aliment pour animaux livrée en une seule fois en un même lieu.
Maintenance corrective (curative) : Maintenance réalisée sur un équipement pour la remise en état de marche lors d’une panne.
Maintenance préventive : Maintenance préalable d’un équipement destinée à prévenir les pannes.
Matières premières pour aliments des animaux : Les produits d’origine végétale ou animale dont l’objectif principal est de satisfaire les besoins nutritionnels des animaux, à l’état naturel, frais ou conservés, et les dérivés de leur transformation industrielle, ainsi que les substances organiques ou inorganiques, comprenant ou non des additifs pour l’alimentation animale, qui sont destinés à être utilisés pour l’alimentation des animaux par voie orale, soit directement en l’état, soit après transformation, ou pour la préparation d’aliments composés pour animaux ou en tant que supports des prémélanges (Règlement 767/2009).
Matrice intrants : Ensemble des caractéristiques nutritionnelles des intrants utilisés en formulation.
Matrice nutritionnelle : Ensemble des caractéristiques nutritionnelles requises pour un animal à un âge ou à un stade de production donné, ainsi que les fourchettes d’incorporation des intrants à respecter pour cet animal.
Mesures de maîtrise : Action ou activité à laquelle il est possible d'avoir recours pour prévenir ou éliminer un danger lié à la sécurité des denrées alimentaires ou pour le ramener à un niveau acceptable (ISO 22000).
Mise sur le marché : La détention de denrées alimentaires ou d'aliments pour animaux en vue de leur vente, y compris l'offre en vue de la vente ou toute autre forme de cession, à titre gratuit ou onéreux, ainsi que la vente, la distribution et les autres formes de cession proprement dites (Règlement 178/2002).
Niveau de transfert inter-lot : Pourcentage d’une fraction d’un composé transféré d’un lot à l’autre exprimé par un rapport de concentrations entre celle du lot recevant le transfert et celle du lot de référence.
Non-conformité : Non satisfaction d’une exigence.
Nuisibles : Insectes, oiseaux, rongeurs et tous les autres animaux, y compris domestiques, susceptibles de nuire, directement ou indirectement, à la sécurité des aliments pour animaux.
Pesticides : Il faut entendre pesticides au sens large : insecticides, herbicides, fongicides, rodenticides, destructeurs de « nuisibles ».
Planification : Ensemble d’actions à mettre en œuvre avec leurs responsables et leurs délais.
Point zéro : Désigne, pour une unité de stockage donnée, son passage à l’état de vide et enregistré comme tel.
Prémélange(s) : Les mélanges d’additifs pour l’alimentation animale ou mélanges d’un ou de plusieurs additifs pour l’alimentation animale avec des matières premières pour aliments des animaux ou de l’eau utilisées comme supports, qui ne sont pas destinés à l’alimentation directe des animaux (règlement 1831/2003).
Prémélange médicamenteux : Tout médicament vétérinaire préparé à l’avance et exclusivement destiné à la fabrication ultérieure d’aliment médicamenteux (4° de l’article L. 5141-2 du code de la santé publique).
Processus : Ensemble d’activités corrélées ou interactives qui transforme des éléments d’entrée en éléments de sortie. (ISO 9001)
« Produit » : Le terme « produit » est utilisé dans ce guide pour désigner les intrants, les produits semi-finis, les recyclages et les produits finis.
Programmes pré-requis (PRP) ou Bonnes pratiques d’hygiène (BPH) : Conditions et activités de base nécessaires pour maintenir tout au long de la chaîne alimentaire un environnement hygiénique approprié à la production, à la manutention et à la mise à disposition de produits finis sûrs et d’aliments sûrs pour la consommation humaine (ISO 22000).
PRP opérationnel (PRPo) : PRP identifié par l’analyse des dangers comme essentiel pour maîtriser la probabilité d’introduction de dangers liés à la sécurité des aliments et/ou de la contamination ou prolifération des dangers liés à la sécurité des aliments dans le(s) produit(s) ou dans l’environnement de transformation (ISO 22000). Dans le présent guide, le terme PRPo sera remplacé par Point d’Attention (PA).
Rappel (de produit) : Toute mesure visant à obtenir le retour d’un produit dangereux que le producteur ou le distributeur a déjà fourni au consommateur ou mis à sa disposition (Directive 2001/95).
Ration journalière : La quantité totale d'aliments rapportée à une teneur en humidité de 12 %, nécessaire en moyenne par jour à un animal d'une espèce, d'une catégorie d'âge et d'un rendement, déterminés pour satisfaire l'ensemble de ses besoins (Règlement 1831/2003).
Recommandation : Modalité matérielle ou organisationnelle pouvant être prise en compte dans un but d’amélioration continue.
Recyclage : Introduction, dans un ou plusieurs lots et à un stade défini de la fabrication, de la totalité ou d’une partie d’un lot précédent ayant un niveau de qualité similaire.
Retour : Reprise d’un aliment par le fabricant ou le distributeur, que celui-ci présente ou non un défaut de fabrication.
Retrait (de produit) : Toute mesure visant à empêcher la distribution et l’exposition d’un produit dangereux ainsi que son offre au consommateur (Directive 2001/95).
Rinçage : Phase ayant pour but d’éliminer ou de ramener à un niveau acceptable les substances résiduelles dans le circuit de fabrication.
Risque : Une fonction de la probabilité et de la gravité d’un effet néfaste sur la santé, du fait de la présence d’un danger (Règlement 178/2002).
Sanitation : Ensemble des opérations visant à obtenir et maintenir une hygiène satisfaisante. Cela inclut notamment les opérations de désinfection et de lutte contre les nuisibles.
Sécurité des aliments pour animaux : Au sens du §2 de l’article 15 du règlement 178/2002, un aliment pour animaux est dit dangereux compte tenu de l’utilisation prévue s’il est considéré qu’il :
- a un effet néfaste sur la santé humaine ou animale ;
- rend dangereuses pour la consommation humaine les denrées alimentaires dérivées des animaux producteurs de denrées alimentaires.
Substance indésirable : Toute substance ou tout produit, à l’exception des agents pathogènes, qui est présent dans et/ou sur le produit destiné aux aliments pour animaux et qui présente un risque potentiel pour la santé animale ou la santé humaine ou l’environnement ou qui serait susceptible de nuire à la production animale (Directive 2002/32).
Surveillance : Action qui consiste à réaliser une séquence programmée d’observations ou de mesures afin d’évaluer si un processus fonctionne comme prévu. La surveillance est réalisée au cours d’une activité et fournit des informations à des fins d’intervention dans un intervalle de temps spécifié. (ISO 22000).
NB : Pour les CCP, la surveillance doit être permanente, c’est-à-dire réalisée tout au long du process, et rattachée à un ou plusieurs lots. Elle peut être effectuée de façon continue (ex : enregistrement automatique des barèmes de traitement thermique en stérilisation) ou discontinue (ex : contrôle de la composition du gaz pour les produits sous atmosphère si l’étape est considérée comme CCP).
Pour les PRPo (NB : Points d’Attention), la surveillance doit être régulière mais n’est pas nécessairement permanente.— NOTE DE SERVICE DGAL/SDSSA/N2012-8156 du 24 juillet 2012
Traçabilité : La capacité de retracer, à travers toutes les étapes de la production, de la transformation et de la distribution, le cheminement d’une denrée alimentaire, d’un aliment pour animaux, d’un animal producteur de denrées alimentaires ou d’une substance destinée à être incorporée ou susceptible d’être incorporée dans une denrée alimentaire ou un aliment pour animaux (Règlement 178/2002).
Traitement thermique : Opération visant à réduire par l’application d’un couple temps/température le nombre d’agents biologiques présents dans un produit.
Transfert inter-lot : Présence fortuite dans un lot d’une fraction résiduelle d’un autre lot.
Transporteur : Opérateur économique agréé.
Validation : Obtention de preuves démontrant qu’une mesure de maîtrise (ou une combinaison de mesures de maîtrise) permettra de maîtriser efficacement le danger significatif lié à la sécurité des denrées alimentaires. La validation est réalisée en amont d’une activité et fournit des informations sur la capacité à obtenir les résultats escomptés. (ISO 22000)
Vérification : « Confirmation, par des preuves tangibles, que les exigences spécifiées ont été satisfaites ».
Verse en sac : Poste d’ajout manuel de « produits » conditionnés.
Responsabilité de la direction
Engagement et politique de sécurité des aliments pour animaux
Que faut-il faire?
- La direction de l’entreprise définit une politique explicite en matière de sécurité
- Des objectifs sont définis en cohérence avec cette politique
- La direction s’engage à fournir les ressources adéquates pour atteindre ces objectifs, notamment en matière de responsabilité et d’autorité (cf Responsabilité et autorité)
Par exemple
Rédiger un document traduisant :
- la politique de l’entreprise en matière de sécurité sanitaire, en faisant référence aux principaux dangers auxquels l’entreprise est exposée
- l’engagement de la direction à respecter les dispositions du présent guide et autres dispositions pertinentes le cas échéant (normes ou référentiels exigés par des clients)
- les responsabilités confiées au personnel clef en charge de déployer cette politique et d’en piloter la vérification
Mettre en place un tableau de bord dans lequel les objectifs et indicateurs associés en matière de sécurité sanitaire sont explicites, par exemple : taux de non conformités, taux de réclamation, résultats des audits de certification…
Le cas échéant ces objectifs peuvent être rattachés aux processus concernés.
Planification du système de management de la sécurité des aliments pour animaux
Que faut-il faire?
- La direction de l’entreprise s’assure que l’organisation et les moyens mis en place permettent la maîtrise du système de management de la sécurité des aliments pour animaux.
- Le système est conçu de sorte à être mis à jour aussi souvent que nécessaire et dans les meilleurs délais, à tous niveaux.
- Une attention particulière est portée afin de garantir la prise en compte des modifications survenant aux différents niveaux de l’organisation (nouvelle formule ou modification de formule, nouvel équipement, nouveau client, nouveau poste…).
Par exemple
Les vérifications régulières du système de management, notamment les audits internes, constituent un bon moyen de mesure du niveau d’actualisation du système de management de la sécurité des aliments pour animaux.
Responsabilité et autorité
Que faut-il faire?
- La direction définit une organisation explicite en matière de responsabilités hiérarchiques et fonctionnelles.
- Chacun au sein de l’entreprise connaît la portée de ses missions et de ses responsabilités.
- La personne en charge de piloter le système de management de la sécurité des aliments pour animaux (responsable HACCP – analyse des dangers selon la méthode HACCP) est rattachée directement à la direction.
- Les procédures du système sont explicites quant aux responsabilités de chacun.
- Les suppléances sont prévues et maîtrisées quant au maintien des compétences des suppléants (cf. formation et qualification).
Par exemple
Un organigramme, des définitions de fonctions pour le personnel clé contribuent à donner une vision claire en matière de responsabilités hiérarchiques et fonctionnelles.
Les fonctions en charge des différentes activités, en cohérence avec l’organigramme, peuvent être explicitées dans les procédures.
Les audits internes peuvent constituer un appui pour contribuer à démontrer la prise de conscience individuelle.

Formation et qualification
Que faut-il faire?
Les recommandations ci-après relatives au personnel s’appliquent au personnel permanent comme au personnel temporaire (intérimaires, saisonniers…).
- Pour chaque fonction, le niveau de qualification requis est défini, en particulier pour les fonctions ayant un impact sur la maîtrise de la sécurité des aliments pour animaux.
- Un processus de recrutement, intégration, formation continue est en place couvrant le personnel permanent et le personnel temporaire (intérimaires).
- Un plan de formation continue est en place qui couvre les formations nécessaires au fonctionnement du système de management de la sécurité des aliments pour animaux.
- L’ensemble du personnel est formé aux bonnes pratiques le concernant.
- L’entreprise dispose d’une visibilité nominative des aptitudes de chaque membre du personnel à tenir les postes ayant un impact direct sur la maîtrise de la sécurité des aliments pour animaux, notamment les postes comportant le pilotage et/ou la surveillance d’un CCP/Point d’attention.
- Les formations internes ou externes ayant un impact sur la maîtrise de la sécurité des aliments pour animaux sont enregistrées (feuilles d’émargement, contenu de la formation, évaluation) et leur efficacité est vérifiée.
- Pour chacune de ces formations, des rappels sont réalisés régulièrement, la fréquence de ces rappels étant cohérente avec les besoins de l’entreprise, variant notamment selon : le degré de polyvalence du personnel, les résultats des activités de vérification (audits, inspections, entretiens individuels…).
Par exemple
Un système de tutorat pour les nouveaux arrivants ou la formalisation dans des fiches individuelles des étapes de la formation au poste sont des outils d’accompagnement à la prise de poste.
En production, un tableau de polyvalence nominatif faisant ressortir les postes impliquant un CCP/Point d’attention, croisant les postes et le personnel compétent pour les tenir est un outil contributif à la prise de décision.
L’organisation de sessions de formation régulières permet de garantir la maîtrise des postes impliquant un CCP/Point d’attention. S’assurer de la bonne traçabilité de ces formations.
La définition d’un processus de qualification-habilitation des intérimaires permet leur intégration.
Communication interne et externe
Que faut-il faire?
Les éléments de communications se retrouveront également au niveau du chapitre "Management de la sécurité des aliments pour animaux", page documentation.
- Les interfaces internes et externes au sein de l’entreprise sont identifiées ; la direction s’assure que toutes les parties prenantes ont un interlocuteur au sein de l’entreprise (clients, fournisseurs, prestataires, autorités, syndicats professionnels…).
- Les règles de communication interne sont établies de sorte à garantir que chacun dispose dans un délai adapté des informations pouvant impacter le système de management de la sécurité des aliments pour animaux (nouvelle formule, nouvel équipement, modification d’exigences réglementaires…).
- Les règles de communication externes sont établies de sorte à garantir la prise en compte des exigences et attentes des parties prenantes, notamment les clients et les autorités, pouvant impacter le système de management de la sécurité des aliments pour animaux.
Par exemple
Si une cartographie des processus est établie, elle pourra être utile pour identifier les flux de communication internes et externes.
Gestion des situation d'urgence (alertes/crises)
Que faut-il faire?
- Une procédure (ou manuel) définit les modalités de signalement des non conformités ainsi que la gestion des alertes et/ou crises éventuelles, relatives à la sécurité des aliments pour animaux. Cette procédure peut néanmoins ne pas être spécifique à la sécurité des aliments pour animaux.
- Cette procédure établit un lien explicite avec les conditions d’un retrait-rappel de produit.
Par exemple
La note syndicale « Signalement : mode d’emploi » figurant en Annexe 7 peut servir d’appui pour définir les modalités de signalement aux Autorités en cas de détection d’une non-conformité réglementaire.
L'application Salmo-check peut vous aider plus spécifiquement en cas de détection de salmonelles.

Revue de management de la sécurité des aliments pour animaux
Que faut-il faire?
A une fréquence adaptée, la direction évalue son système de management de la sécurité des aliments pour animaux et conclut sur son efficacité. Les supports documentaires de cette revue de management sont conservés (cf. Management de la sécurité des aliments pour animaux_principe général).
Par exemple

Management de la sécurité des aliments pour animaux
Principe général
Que faut-il faire?
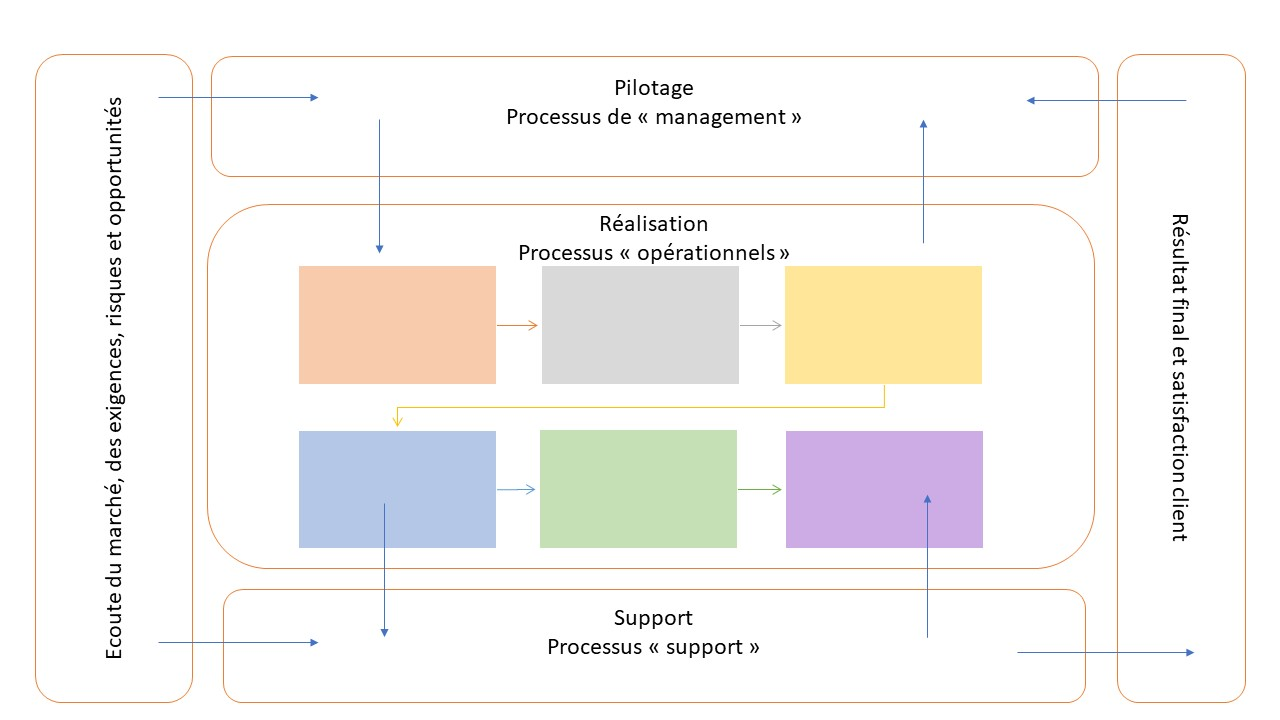
Le déploiement du système de management de la sécurité des aliments pour animaux implique quatre phases :
- Le déploiement de bonnes pratiques solides, en phase avec les pratiques recommandées du secteur et le maintien d’un système de traçabilité efficace,
- L’analyse des dangers en matière de sécurité sanitaire ainsi que la détermination et la validation de mesures de maîtrises ciblées (CCP/Point d’attention) lorsque c’est nécessaire,
- Le déploiement opérationnel et la surveillance des CCP/Points d’attention,
- La vérification régulière du système pour son amélioration continue.
Illustration

Documentation
Que faut-il faire?
- L’entreprise doit établir une procédure de gestion documentaire, de maîtrise des enregistrements et des données, qui doit lui permettre d’assurer la maîtrise et la traçabilité de ses activités ayant un impact sur la sécurité des produits qu’elle fabrique et distribue.
- L’entreprise doit documenter son analyse HACCP [ 01-02].
- L’entreprise doit conserver tous les enregistrements et les données nécessaires pendant une durée appropriée afin d’apporter la preuve de la conformité sanitaire des produits qu’elle fabrique et distribue [ 01-02].
Exemple de pyramide documentaire

Veille réglementaire
Que faut-il faire?
L’entreprise doit avoir une organisation en place lui permettant :
- d’être informée des évolutions réglementaires applicables à son activité,
- d’évaluer l’impact des évolutions réglementaires sur son activité,
- de communiquer en interne sur les évolutions réglementaires et leur impact,
- de mettre en application les évolutions réglementaires,
- de vérifier le respect des exigences réglementaires applicables à son activité.
Par exemple
Un abonnement à une veille réglementaire professionnelle peut être un bon moyen d’être informé des évolutions réglementaires et de leur impact.
Une procédure de veille réglementaire peut être mise en place définissant notamment les responsabilités de chacun dans l’évaluation de l’impact à l’échelle de l’entreprise et les modalités de mise en application.
Identification et traçabilité
Que faut-il faire?
Conformément au règlement (CE) n°178/2002 [01-02] les entreprises doivent mettre en place un système de traçabilité et des procédures afin d’identifier :
- tous les intrants et emballages utilisés pour la fabrication de leurs produits et les coordonnées des fournisseurs correspondants (traçabilité ascendante),
- la nature des produits livrés et les coordonnées des entreprises clientes (traçabilité descendante).
L’entreprise doit maintenir un système de traçabilité interne afin de réaliser des retraits ou rappels plus ciblés et plus précis, contribuant à limiter les pertes économiques et à maintenir la confiance des clients.
Le système de traçabilité doit permettre au minimum de conserver :
- le nom et l’adresse des fournisseurs et l’identification des intrants et emballages fournis, en particulier les numéros de lots,
- le nom et l’adresse des clients et l’identification des produits livrés, en particulier les numéros de lots,
- la date et, si nécessaire, l’heure de la livraison,
- le volume ou la quantité de produits.
Par exemple
- Une procédure documentée d’identification et de traçabilité des emballages peut être mise en place.
- Une identification par code barre sur les produits utilisés lors des opérations de fabrication peut être mise en place.
- Un enregistrement automatique des produits mis en œuvre dans chaque fabrication peut être mis en place.
- Appliquer la gestion des stocks selon les principes du FIFO (premier entré – premier sorti) / FEFO (premier expiré – premier sorti).
- Maîtriser la traçabilité et les transferts inter-lots en cas de réutilisation des big-bags.
- Un inventaire ou un contrôle physique des stocks peut être réalisé trimestriellement, avec vérification des dates limites d’utilisation.
Analyse des dangers selon la méthode HACCP
[HACCP Codex Etape 1]_ Que faut-il faire?
Le responsable en charge du système de management de la sécurité des aliments pour animaux met en place une équipe HACCP pluridisciplinaire. Les compétences de cette équipe doivent permettre une analyse des dangers pertinente et le déploiement de mesures de maîtrise adaptées. Ces compétences doivent notamment couvrir les domaines suivants :
- Intrants mis en œuvre (matières premières, additifs…),
- Dangers liés à ces intrants et à leurs procédés d’obtention [02-01 ; 02-02 ; 02-03],
- Règles de formulation,
- Procédés de fabrication, méthodes et organisation de production,
- Equipements et infrastructures,
- Méthodes d’analyse pour la détection des dangers considérés. [08-01]
Par exemple
Des membres permanents et des membres occasionnels peuvent être distingués.
Selon les étapes de la méthode, tous les membres de l’équipe ne sont pas nécessairement sollicités. Par exemple, achats et développement seront sollicités pour l’analyse des dangers intrants alors que production et maintenance seront davantage sollicitées pour l’analyse des dangers liés aux procédés (cf. point f) ci-après).
[HACCP Codex Etapes 2 & 3]_Que faut-il faire ?
Les caractéristiques clefs en matière de sécurité sanitaire sont décrites pour les intrants, emballages et produits finis. Ces spécifications contiennent notamment les informations relatives à leur composition, leur état (déshydraté, frais…), leurs caractéristiques physico-chimiques (pH, aw…) ou leurs critères d’acceptation sanitaire.
Pour les produits finis fabriqués par l’entreprise, l’utilisation attendue pour ces produits est également décrite.
[HACCP Codex Etapes 4 & 5]_Que faut-il faire ?
Des diagrammes de flux détaillés sont documentés pour les catégories de produits ou de procédés couverts par le système de management de la sécurité des aliments pour animaux. Les diagrammes sont précis et suffisamment détaillés pour permettre l’analyse des dangers. Ils doivent, le cas échéant, contenir les éléments suivants :
- points d’entrée et de sortie des intrants, utilités, emballages, contenants,
- points de recyclage ou de reprise,
- informations techniques utiles relatives au pilotage des procédés, ...
Ces diagrammes sont formellement validés sur site par l’équipe HACCP.
Par exemple

[HACCP Codex Etape 6]_Que faut-il faire ?
L’équipe HACCP identifie le champ de l’étude HACCP, les dangers microbiologiques, physiques, chimiques pour le périmètre du système et identifie les niveaux acceptables selon les exigences réglementaires, les exigences des clients ou autres parties prenantes.
L’équipe HACCP établit une analyse des dangers liés aux intrants (voir Annexe 1) puis pouvant survenir à chaque étape des procédés de fabrication, selon les diagrammes de flux (cf. point e) précédent). Les dangers sont évalués selon deux critères : leur probabilité/fréquence d’apparition à l’étape ou dans la matière considérée et leur gravité en termes d’effet sur l’animal et/ou sur les consommateurs.
La méthode de détermination de ces niveaux de risque doit être une méthode clairement décrite, objective, répétable et assimilée par toute l’équipe HACCP.
Par exemple
Deux tableaux d’analyse peuvent être construits selon le même principe : l’un pour l’analyse des dangers sur les intrants et l’autre pour les procédés de fabrication.
Détermination des risques :

L’identification de la cause des dangers peut, afin d’être exhaustive, s’appuyer sur la méthode des 5M :

L’évaluation des risques s’appuie sur la détermination de la probabilité/fréquence et de la gravité de chaque danger identifié à chaque étape du process.
La probabilité/fréquence d’apparition du danger peut être caractérisée par la notation suivante :
| 1 | Jamais survenu dans l'histoire de l'entreprise et/ou consensus de l'équipe sur une probabilité d'apparition pratiquement nulle |
| 2 | Déjà survenu dans l'histoire de l'entreprise de manière accidentelle; fréquence non mesurable (échelle annuelle) et/ou consensus de l'équipe sur une probabilité d'apparition non nulle (exemples dans le métier) |
| 3 | Survient de manière récurrente mais espacée (échelle mensuelle); fréquence mesurable et/ou consensus de l'équipe sur une probabilité d'apparition significative (vétusté de l'équipement…) |
| 4 |
Survient de manière récurrente et rapprochée (échelle hebdomadaire); fréquence mesurable et/ou consensus de l'équipe sur une probabilité d'apparition élevée (principe de précaution, soupçons sur des sources d'approvisionnement…) |
La gravité du danger peut être caractérisée par la notation suivante :
| 1 | Impact commercial |
| 2 |
Impact sur la performance |
| 3 | Impact sur la santé animale ou non-conformité réglementaire |
| 4 | Impact sur la santé humaine |
Exemple de matrice de criticité et détermination du niveau de risque acceptable (Risque = Probabilité x Gravité) :
Gravité →↓Probabilité |
1 | 2 | 3 | 4 |
| 1 | 1 | 2 | 3 | 4 |
| 2 | 2 | 4 | 6 | 8 |
| 3 | 3 | 6 | 9 | 12 |
| 4 | 4 | 8 | 12 | 16 |
| Risque considéré comme non significatif, demeure en "veille", géré par les PRP en place |
| Risque "significatif" fait l'objet de mesures de maîtrise spécifiques (CCP ou Point d'attention) selon l'arbre de décision |
Dans cet exemple, la limite de risque acceptable est fixée à 6, ce qui signifie que tous les risques < 6 sont maîtrisés par des bonnes pratiques dont l’efficacité doit être vérifiée et que tous les risques ≥ 6 doivent être classés en utilisant par exemple un arbre de décision.
[HACCP Codex Etape 7]_Que faut-il faire ?
Pour les dangers évalués comme présentant un niveau de risque significatif des mesures de maîtrise spécifiques sont déterminées. Ces mesures sont classées en CCP ou en Points d’Attention. Dans le présent guide, le Point d’Attention (PA) remplace le terme PRPo (voir les définitions ).
Principales différences entre PRP, Points d’attention et CCP :
| PRP (=BPH) | PRPo | CCP |
| Mise en place préalable obligatoire | Résulte de l'analyse des dangers |
|
| Mesures de maîtrise de l'hygiène | Mesures de maîtrise pour les dangers non maîtrisés par les BPH |
|
| Mesures généralement non spécifiques à un danger | Mesures spécifiques au danger | |
| Mesures relatives à l'environnement | Mesures relatives à l'environnement et au produit | |
| Validation obligatoire | ||
|
Pas de limite critique obligatoire. Objectif et, le cas échéant, niveau seuil de maîtrise |
Limite critique mesurable ou observable | |
| Surveillance non permanente | Surveillance permanente et rattachée à un ou plusieurs lots | |
| Enregistrement de la surveillance | ||
| Actions correctives obligatoires sur le process_ Correction sur le produit si nécessaire ( à analyser selon le cas) | Actions correctives obligatoires sur le process ET corrections pré-établies obligatoires sur le produit | |
| Vérifications de l'efficacité et de l'effectivité | ||
|
Note de Service DGAl/SDSSA/N2012-8156 du 24 juillet 2012 |
||
Un arbre de décision peut être utilisé pour aider à ce classement ; cet arbre de décision doit être cohérent avec celui proposé par le Codex Alimentarius.
Par exemple

[HACCP Codex Etape 8]_Que faut-il faire ?
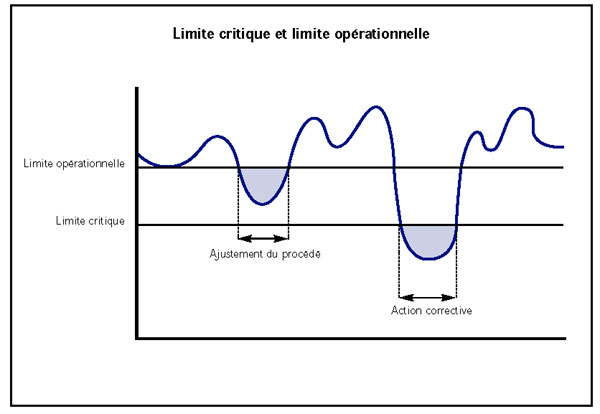
Chaque mesure de maîtrise spécifique (CCP/Point d’attention) ou combinaison de mesures de maîtrise est validée comme étant efficace pour maintenir le danger au niveau acceptable (cf. point c) précédent). Cette validation implique la détermination des limites critiques pour les CCP et des limites de surveillance pour les Points d’attention (la dérive d’un CCP impactant systématiquement les produits alors que dans le cas d’un Point d’attention l’impact n’est pas systématique).
Les preuves de cette validation sont documentées.
Par exemple
Des limites opérationnelles peuvent être établies.
Les limites opérationnelles sont plus restrictives et sont établies à un niveau qui peut être atteint avant même que la limite critique soit dépassée. Ce qui revient à dire qu'elles doivent prévenir un dépassement des limites critiques (Codex Alimentarius).
[HACCP Codex Etapes 9 & 10]_ Que faut-il faire?
Pour chaque CCP/Point d’attention, des instructions de surveillance sont formalisées et communiquées au personnel en charge de leur application. Ce personnel est dûment qualifié et formé (cf. page Formation et qualification). Les corrections à apporter en cas de dérive par rapport aux limites critiques ou aux limites de surveillance sont formalisées dans ces instructions. Les instructions prévoient le traitement des produits suspects potentiellement dangereux et la remise sous maîtrise des opérations (cf. page Gestion des produits non conformes).
[HACCP Codex Etape 11]_ Que faut-il faire?
La vérification du système est planifiée et assurée. L’actualisation du système est assurée à chaque fois que les évolutions internes ou externes le justifient (cf. points 2.2. et 2.5.) de sorte à garantir l’efficacité permanente des mesures de maîtrise.
Par exemple
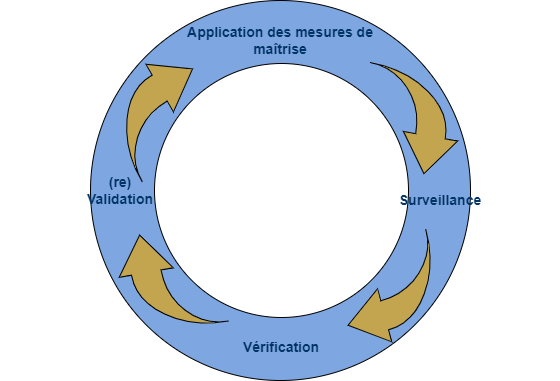
Exemple de schéma qui représente les principes de validation – surveillance et vérification :
Vérification (audits internes, plans d’analyses)
Que faut-il faire?
- Afin de vérifier l’efficacité du système de management de la sécurité des produits pour animaux, des audits internes doivent être réalisés.
- Les auditeurs internes doivent être qualifiés pour assurer cette mission et ne doivent pas auditer leurs propres activités afin d’assurer l’indépendance du processus d’audit.
- Les résultats des audits internes doivent être enregistrés (par exemple, sous la forme d’un rapport d’audit) et des actions doivent être entreprises dès que possible pour éliminer les non conformités détectées et leurs Les plans d’action mis en œuvre doivent être suivis et leur efficacité vérifiée.
- L’entreprise doit mettre en place un plan d’analyses de ses matières premières et de ses produits finis afin de s’assurer de l’efficacité de ses mesures de maîtrise. [01-03]
- Les résultats d’analyses doivent être enregistrés et des actions correctives mises en place en cas de résultats non conformes. [ 02-01 ; 02-02]
Par exemple
Des plannings d’audits annuels peuvent être établis.
Des plans d’analyses peuvent être mutualisés.
Gestion produits non conformes et réclamations clients (retrait/rappel)
Que faut-il faire?
- L’entreprise doit formaliser les modalités de gestion et de maîtrise de ses produits non conformes.
- Le devenir des produits non conformes doit être enregistré et la traçabilité de ces produits maintenue.
- L’entreprise doit mettre en place un système de gestion et de traitement de ses réclamations clients.
- En cas de nécessité de retrait/rappel, l’entreprise doit mettre en œuvre tous les moyens pour identifier rapidement les produits concernés et informer ses clients de la non- conformité conformément à la réglementation. [01-02 ; 02-01]
- En cas de rappel de produits non conformes, l’entreprise doit informer l’administration sans délai. [01-02]
Par exemple
Une procédure de gestion des produits non conformes définissant les modalités d’identification, d’isolement et de traitement des produits non conformes peut être établie.
Une procédure de gestion des réclamations clients peut être établie et des indicateurs et objectifs associés.
Une procédure de retrait/rappel documentée peut être établie et la liste des contacts régulièrement tenue à jour.
Un exemple de gestion de produits potentiellement dangereux suite à la perte de maîtrise d’un CCP ou d’un Point d’attention est proposé ci-dessous :

Amélioration (actions correctives et préventives
Que faut-il faire?
L’entreprise doit s’assurer que le traitement de chaque non- conformité détectée ou réclamation clients est systématiquement réalisé et que, si nécessaire, une action corrective pour éviter que le problème ne se reproduise est mise en place et son efficacité vérifiée.
En cas d’anomalie potentielle détectée, l’entreprise doit mettre en place des actions préventives et en évaluer l’efficacité.
Par exemple
Une procédure documentée peut être mise en place.
La mise en place d’une action corrective peut suivre ce schéma :
- Déterminer les causes de la déviation,
- Établir une action destinée à prévenir la récurrence du problème,
- Modifier le système de management de la sécurité des aliments pour animaux en conséquence si nécessaire,
- Vérifier l’efficacité de l’action corrective,
- Assigner des responsabilités pour la conduite de l’action différée,
- Conserver des enregistrements de chaque étape de la conduite de l’action corrective.
Bonnes pratiques
Construction et disposition des bâtiments
Objectif
Disposer d’installations adaptées à la fabrication de produits à destination de l'alimentation animale.
Que faut-il faire?
S'assurer que les activités exercées sur les terrains limitrophes du site ne jouent pas défavorablement sur la qualité des produits fabriqués.
A l'intérieur du périmètre du site :
- Entretenir les murs et toitures des bâtiments afin d'éviter les fuites et infestations de nuisibles, [01-03]
- Utiliser des matériaux (aussi bien pour les murs, sols que pour les portes) adaptés à la fabrication des aliments pour animaux [01-03],
Entretenir le terrain aux abords du bâtiment de fabrication afin d'éviter les zones d'eaux stagnantes [01-03].
Par exemple
Utiliser des banques de données pour identifier les activités à proximité d'activités pouvant occasionner des rejets dans l'air, l'eau, le sol (incinérateur, déchetterie…) par exemple :
- https://www.georisques.gouv.fr/risques/registre-des-emissions-polluantes
- https://www.georisques.gouv.fr/risques/sites-et-sols-pollues/accueil
- http://www2.prevair.org/
Définir des mesures adaptée en cas d'implantations défavorables : zone inondable, zone sujette à des infestations de ravageurs, ...
Etapes principalement impactées par ces BP
Disposition des locaux et de l'espace de travail
Objectif
Disposer les locaux et l'espace de travail de manière à créer un environnement hygiénique et prévenir la contamination des produits à destination de l'alimentation animale.
Que faut-il faire?
- S'assurer que les installations offrent un espace adapté, avec une circulation logique des intrants, emballages, produits et personnes [01-03].
- Séparer les aires et installations de stockage des différents produits : intrants, médicaments vétérinaires, consommables, produits finis, produits non conformes… [01-03; 07-02]
- N'autoriser l'accès au stock des médicaments vétérinaires qu'aux personnes autorisées [01-03; 07-02].
- Séparer la fabrication et le stockage des produits à destination des animaux du stock de produits « non alimentaires »
- dangereux (produits chimiques pour le nettoyage, la maintenance, la lutte contre les nuisibles, l'hygiène du personnel…) [01-03].
- Organiser les postes d’ajout manuel de façon à éviter les erreurs de « produits » (moyens de rangement et d’identification).
Les sources d’éclairage doivent être suffisantes pour s’assurer du maintien des conditions d’hygiène dans toutes les zones de fabrication et de stockage ainsi que dans les lieux de nettoyage des équipements et des ustensiles et dans les zones d’inspection.
Par exemple
Les zones de fabrication pourront être séparées des :
- zones de stockage des produits de nettoyage et de désinfection,
- zones de stockage des combustibles,
- ateliers de maintenance,
- locaux à destination du personnel.
Etapes principalement impactées par ces BP
Nettoyage et désinfection des locaux et des équipements
Objectif
Assurer le maintien du niveau de propreté et d’hygiène de l'environnement de travail et des équipements nécessaires à l’obtention de la qualité et de la sécurité des produits à destination de l'alimentation animale.
Que faut-il faire?
- Déterminer et respecter les modalités de nettoyage des locaux, équipements et matériels [01-03].
- Lorsqu'elle est nécessaire, prévoir une désinfection (par nébulisation, fumigation…).
- Porter une attention particulière aux règles de nettoyage à appliquer entre fabrications incompatibles pour des raisons zootechniques ou liées à l'utilisation de médicaments vétérinaires, d’additifs coccidiostatiques ou des exigences réglementaires ou contractuelles. (nettoyage renforcé, décolmatage, rinçage, ...), [01-03; 07-02].
- Vérifier l’efficacité des actions mises en place.
-
Enregistrer les opérations périodiques de nettoyage / désinfection et conserver les enregistrements afin d’en assurer la traçabilité.
Pour les produits chimiques utilisés pour le nettoyage et la désinfection :
- Adapter les produits selon l'usage prévu [01-03],
- Utiliser conformément aux instructions du fabricant [01-03],
- Les Identifier et les entreposer séparément [01-03].
Par exemple
Les modalités des programmes de nettoyage/désinfection peuvent comprendre :
- les zones, éléments des équipements et ustensiles à nettoyer et/ou désinfecter : installations de transfert et de stockage en privilégiant les lieux de rétention de produits, verse-sacs...,
- les méthodes : nettoyage à sec, nettoyage humide, aspiration, nébulisation, fumigation, ..,
- les équipements de nettoyage : systèmes d’aspirations pour lutter contre l'empoussièrement...,
- les produits de nettoyage/désinfection (concentration, température de l'eau…),
- les fréquences de nettoyage,
- les responsables des tâches spécifiées,
- les dispositions de surveillance et de vérification (exemple: après nettoyage, avant remise en service..).
Ces activités de nettoyage viseront notamment la réduction des dépôts de poussières et l'élimination des dépôts et accumulations de "produits".
Des plannings de nettoyage des installations seront établis dans les zones concernées et des enregistrements conservés.
Pour les produits de nettoyage des matériaux et objets destinés à entrer en contact avec les aliments pour animaux, la conformité à la législation relative aux produits de nettoyage du matériel pouvant se trouver en contact avec des denrées pour l’alimentation de l’homme et des animaux, les caractéristiques du produit, les lieux d’utilisation pourront être décrits sur une fiche produit établie par le fournisseur.
Etapes principalement impactées par ces BP
Autres traitements des intrants (laminage, floconnage,...)
Autres traitements des produits semi-finis
Compétences et hygiène des membres du personnel
Objectif
Fournir les ressources humaines nécessaires en nombre et compétence pour assurer la conformité des « produits » ainsi que la qualité et la sécurité des prémélanges. Assurer également que le personnel n'est pas vecteur de contamination des produits à destination de l'alimentation animale.
Que faut-il faire?
Les compétences du personnel
- Décrire l'organisation et gérer les qualifications et compétences du personnel ayant un impact sur la qualité sanitaire du produit (diplômes, expérience professionnelle) [01-03].
- Former aux bonnes pratiques d'hygiène et de conduite du process toutes les catégories de personnel en fonction de besoins détectés, y compris le personnel temporaire [01-03].
- Former le personnel manipulant des médicaments vétérinaires aux dangers associés à cette activité [01-03; 07-02].
- Conserver les documents nécessaires afin d'attester de la réalisation de ces formations et de leur contenu.
- Vérifier que ces règles sont comprises et appliquées par le personnel de l'entreprise.
Consignes d’hygiène
- Définir et communiquer les règles d'hygiène applicables au personnel [01-03].
- Interdire de boire, de manger ou de fumer en dehors des zones identifiées comme étant réservées à cet effet.
Installations destinées aux employés
- Prévoir les installations d'hygiène nécessaires pour garantir le maintien du niveau d'hygiène personnelle exigé sur le site.
- Identifier les zones où le personnel est autorisé à stocker, préparer et consommer des aliments.
Tenue de travail
- S'assurer que le personnel qui travaille ou pénètre dans des zones où des produits et/ou des matériaux non protégés sont manipulés porte des vêtements de travail adaptés, propres et en bon état.
- Préconiser le nettoyage des tenues de travail à des intervalles adaptés à l'usage prévu des vêtements.
- S'assurer que les équipements de protection individuelle utilisés lorsque nécessaire, ont été conçus pour éviter toute contamination des produits à destination de l'alimentation animale.
Santé du personnel
- Définir les mesures adéquates en cas de blessure ou d'affection du personnel pour empêcher toute contamination du produit [01-02].
Par exemple
Les compétences du personnel, Voici quelques postes clés où la compétence du personnel peut être essentielle: formulation, contrôle à réception des intrants, dosage, chargement et livraison, ... . Le programme de formation peut comprendre les thèmes suivants :
- les types de dangers existants et leurs origines,
- les incompatibilités entre les produits,
- les caractéristiques des produits fabriqués,
- les conditions et l'environnement de ..
La formation peut être délivrée en interne ou par un prestataire extérieur. Les vérifications peuvent être réalisées par simple observation sur le poste de travail et peuvent être enregistrée lors de l’audit interne ou encore par un questionnaire en fin de formation qui porte sur les principales notions à retenir.
Consignes d’hygiène, Les consignes d'hygiène peuvent spécifier par exemple :
- Le lavage des mains autant que nécessaire : à chaque prise de poste, ainsi qu’au minimum, à la sortie des toilettes, après avoir mangé ou fumé…,
- Préconiser le retrait des bijoux ..
Les règles d'hygiène peuvent être formalisées dans le règlement intérieur ou le livret d’accueil. Ces supports de communication peuvent être affichés à l'entrée et/ou au sein des locaux.
Installations destinées aux employés, Aménager des vestiaires afin de permettre le changement des vêtements avant l'accès au poste de travail pour une meilleure maîtrise de l'hygiène du personnel.
Tenue de travail, Les bouchons d'oreille peuvent être reliés par un cordon à la personne ou à sa coiffe, afin d'éviter leur chute dans le produit.
Toutes les étapes seront impactées par ces BP
Autres traitements des intrants (laminage, floconnage,...)
Autres traitements des produits semi-finis
Maîtrise des nuisibles
Objectif
Prévenir la contamination des produits à destination de l'alimentation animale par les nuisibles : rongeurs, insectes, oiseaux, animaux de compagnie…
Que faut-il faire?
- Mettre en place un plan de lutte adapté contre les différents nuisibles (insectes, oiseaux, rongeurs…).[01-03]
- Enregistrer les opérations de lutte contre les nuisibles et conserver les enregistrements afin d’en assurer la traçabilité.
Afin de limiter l’intrusion et la propagation des nuisibles dans les locaux :
- Contrôler les intrants à la réception,
- Maintenir les locaux dans un état de propreté satisfaisant,
- Protéger correctement les lieux auxquels les nuisibles sont susceptibles d'avoir accès.
Par exemple
Des méthodes d’évaluation des risques devraient être utilisées pour identifier les problèmes potentiels concernant tous les types d’animaux qu’ils soient sauvages ou domestiques.
Une attention particulière devrait être portée sur les zones de stockage à plat.
![]()
![]()




![]()



![]()
![]()
![]()
Etapes principalement impactées par ces BP
Services généraux – air, eau, énergie
Objectif
Prévenir la contamination des produits à destination de l'alimentation animale provenant des circuits d'approvisionnement et de distribution des services généraux.
Que faut-il faire?
Identifier les fluides utilisés dans l'établissement : l'air, l'eau (liquide, vapeur), les combustibles, les lubrifiants et s’assurer qu’ils ne seront pas source de contamination des produits fabriqués.
Concernant l'air comprimé en contact avec le produit :
- Définir les exigences de qualité de l’air en fonction des besoins d’hygiène,
- Si nécessaire, utiliser un air comprimé exempt d’huile,
- Prévoir la déshumidification,
- Surveiller les purges,
- Etudier l'emplacement des prises d’air pour éviter les risques de pollution.
NB : L'air surpressé utilisé dans le cadre de transfert n'est pas concerné par ces recommandations.
Concernant l'eau du réseau public [01-03] :
- Se procurer une attestation de raccordement de l'entreprise au réseau public ou disposer d'une facture.
Concernant l'eau d'une ressource privée ou un mélange de l'eau du réseau public avec de l'eau d'une ressource privée [01-03]:
- Pour tout nouveau forage, obtenir l'autorisation d’utilisation et déclarer son utilisation auprès de l'Agence Régionale de Santé.
- Analyser l'eau de forage à une fréquence appropriée afin de prouver le niveau de qualité adéquat pour l'utilisation attendue.
Lorsque de l'eau non potable est utilisée sur le site [01-03] :
- Exiger un circuit séparé dûment signalé pour l'eau non potable.
- Interdire le raccordement de l'eau non potable aux systèmes d'eau potable et tout reflux dans ces systèmes.
Lorsque de la vapeur est utilisée au contact du produit :
- Exiger des produits de traitement des eaux de chaudière aptes au contact alimentaire fortuit
Par exemple.
Les fluides présents dans les circuits d’aspersion utilisés pour la lutte contre les incendies, dans les systèmes de refroidissement, dans les vérins hydrauliques… peuvent être pris en compte lors de l'étude HACCP, pour une évaluation de la probabilité de contamination des produits par les différents fluides et, si nécessaire, application de mesures de maîtrise appropriées.
Installer les prises d'air à distance des produits.
Concernant l'air comprimé en contact avec le produit :
- Utiliser un compresseur sec ou une chaîne de déshuilage.
- Utiliser un sécheur.
- Prévoir des filtres à particules.
- Contrôler visuellement le bol du déshuileur.
Concernant l'eau
L’avis du CSNA sur les « critères d’acceptabilité de l’eau utilisée lors de la fabrication d’aliments pour animaux » figurant en Annexe 2 pourra servir d’appui.
Les produits de traitement des eaux de chaudières peuvent être aptes au contact alimentaire.
Etapes principalement impactées par ces BP
Gestion des achats : emballages / intrants / transports / laboratoires / nettoyage
Objectif
Assurer que les produits et services achetés ne deviennent pas une source de contamination des produits à destination de l'alimentation animale. Optimiser l’achat d’intrants conformes aux exigences qualitatives.
Que faut-il faire?
Gestion générale des achats
- Définir, formaliser et respecter des modalités de sélection, de suivi et d’évaluation de ses fournisseurs et tenir à jour la liste des fournisseurs référencés.
- Les résultats des suivis et évaluations doivent être enregistrés et conservés, y compris les décisions d’actions correctives.
Achat des intrants, emballages, transport et stockage vrac
- Prendre en compte les dangers physiques, chimiques et biologiques pour la rédaction des exigences qualitatives dans le cahier des charges à destination de ces fournisseurs [01-02].
- Réaliser les achats seulement auprès de fournisseurs référencés ou en cours de référencement par l'entreprise. Les fournisseurs d'intrants et de transport et de stockage vrac devront disposer d’un agrément ou d’un enregistrement délivré par l'administration.
- Privilégier les origines permettant d’assurer la traçabilité la plus complète afin de lutter contre les actes frauduleux.
- Exiger l’identification de chaque lot réceptionné afin d’assurer la traçabilité [01-02].
- Exiger de la part des fournisseurs qu'ils notifient, avant l'envoi d'un intrant, tout changement l’impactant : nouveaux composants ou auxiliaires technologiques ou modifications importantes des procédés de fabrication. Enregistrer toute communication de ce type.
- Communiquer auprès du personnel en charge de l'approvisionnement les fournisseurs, intrants, emballages et transporteurs autorisés pour la prise de commande.
Approvisionnement
- Permettre l’acheminement des intrants, en tenant compte des capacités de stockage et d’utilisation du site industriel,
- S’assurer d’une capacité de stockage suffisante : contrôle régulier des stocks, gestion des ruptures...
- S'assurer de la conformité des intrants approvisionnés, du respect des spécifications d'achats et des mesures de maîtrise associées,
- S'assurer de la disponibilité des intrants.
Contrôle à réception
- Définir pour chaque intrant les critères pertinents à contrôler en fonction des spécifications, notamment le protocole de contrôle à réception qui précise les critères suivants :
- la fréquence du contrôle,
- la méthode de contrôle (dont la prise d'échantillons)
- pour les produits en vrac : vérification de la traçabilité des matières précédemment transportées,
- les critères d’agréage,
- les actions correctives envisagées en fonction des dérogations possibles,
- si nécessaire, les modalités d'enregistrement du contrôle.
- Conserver les échantillons dans une échantillothèque [01-03].
Par exemple
Gestion générale des achats : Cette maîtrise peut inclure les fournisseurs d’intrants, d’articles de conditionnement, de prestations de suivi analytique, de transport, de prestation de stockage externe et de « travail à façon » ainsi que les fournisseurs associés aux processus de maintenance, de nettoyage/sanitation, de formulation, de métrologie et de maîtrise des systèmes et données informatiques.
Une assurance responsabilité civile professionnelle pourra être demandée aux fournisseurs.
Achat des intrants, emballages, transport et stockage vrac :
- Demander au fournisseur son numéro d’agrément ou d’enregistrement délivré par les Autorités lorsque son activité est soumise à cette exigence (fournisseurs d’intrants et de transport notamment).
- En complément des exigences règlementaires, les exigences qualitatives peuvent inclure la fourniture d’un certificat de conformité ou de bulletins d'analyses et ne peuvent être inférieures à celles existantes dans les guides de bonnes pratiques, cahiers des charges, addenda ou accords interprofessionnels relatifs à l’achat considéré.
- L'annexe danger de fraude pourra donner des pistes d'actions.
- Le cahier des charges QUALIMAT Transport pourra être utilisé pour assurer la maîtrise du transport.
Contrôle à réception : voir page « Réception Intrants »
S'assurer de la réception des certificats d'analyses exigés pour certaines matières premières avant leur utilisation.
Etapes principalement impactées par ces BP
Qualification et maintenance des équipements
Objectif
Assurer que les installations, matériels de production ainsi que les équipements de mesure et de surveillance présentent en permanence une capabilité donnée. Assurer également que les activités de maintenance n'entraînent pas de risque pour la sécurité des produits à destination de l'alimentation animale.
Que faut-il faire?
Qualification des nouveaux équipements :
Prendre en compte les critères de conception hygiénique des équipements lors des achats. [01-03]
Qualifier les équipements ayant un impact sur la qualité sanitaire des aliments pour animaux aux exigences spécifiées [01-03] :
- les opérations de mélange nécessaires pour assurer l'homogénéité des formules (durée de mélange, taux de remplissage, vitesse de rotation, …),
- l’ensemble du processus de fabrication au regard des transferts inter-lots,
- les équipements utilisés pour les traitements thermiques ou le refroidissement,
- les activités de sanitation.
Vérification de la capabilité des équipements en place :
S'assurer de l'efficacité des équipements ayant un impact sur la qualité sanitaire à une fréquence appropriée [01-03] notamment :
- le mélangeur (réalisation de tests de capabilité d’homogénéisation),
- pour le processus de transfert inter-lots (réalisation de tests d’évaluation des transferts inter-lots, nettoyage…),
- le traitement thermique (réalisation de tests de qualification du processus quant à sa possibilité de décontamination…).
Enregistrer les protocoles, résultats et interprétations des qualifications et vérifications et conserver toute documentation relative [01-03],
Maintenance La maintenance des équipements entre dans le programme des pré-requis. La perte d'intégrité des matériels peut engendrer la présence de corps étrangers à toute étape de la fabrication. La main d'œuvre peut engendrer la présence de corps étrangers à toute étape de fabrication.
Maintenance préventive
- Déterminer et identifier les installations et matériels nécessaires à la maintenance.
- Définir, formaliser et respecter les modalités de maintenance préventive des installations et matériels.
Enregistrer les activités de maintenance préventive et conserver ces enregistrements.
Produits utilisés lors des activités de maintenance
Utiliser des lubrifiants aptes au contact alimentaire fortuit pour les parties en contact ou à proximité du produit et conserver les fiches techniques correspondantes [09-11] .
Métrologie des équipements de mesure, de contrôle et de surveillance [09-01 à 09-10]
- Déterminer et identifier les équipements de mesure, de contrôle et de surveillance permettant d’obtenir ou de vérifier la conformité ou la sécurité des produits fabriqués.
- Définir, formaliser et respecter les prescriptions de chaque appareil (aptitude requise et écart maximum toléré).
- Planifier et mettre en œuvre les opérations de vérification et d’étalonnage des équipements.
- Enregistrer les résultats de vérification et d’étalonnage et leur interprétation et conserver ces enregistrements.
- Si nécessaire, suite aux résultats du contrôle, réaliser la maintenance des équipements de mesures et réévaluer et enregistrer la validité des résultats de mesures obtenus antérieurement avec l’appareil concerné.
Maintenance corrective
- Effectuer les activités de maintenance corrective de manière à ce que la production sur les lignes ou équipements adjacents ne coure aucun risque de
- Former le personnel de maintenance sur les dangers que ses activités font courir aux produits.
- Enregistrer les activités de maintenance corrective et conserver ces enregistrements.
Par exemple
Des cahiers des charges des nouveaux équipements peuvent être établis.
Une réception machine visant à s'assurer du respect des exigences définies peut être réalisée, enregistrée et conservée.
Le suivi des protocoles TECALIMAN (figurant en annexe 3 - Tests de validation de l'homogénéisation, en annexe 4 - Evaluation des transferts inter-lots et en annexe 5 - Efficacité bactériolytique) est recommandé.
Il est important de faire apparaître dans le programme de maintenance préventive :
- les dispositifs utilisés pour surveiller et/ou maîtriser les dangers liés à la sécurité des produits destinés à l'alimentation animale : tamis et filtres (y compris filtres pour l'air), aimants, détecteurs de métaux...,
- le contrôle de l'étanchéité des installations de transfert, de stockage, des trappes et vidange des mélangeurs.
Il est souhaitable de définir un stock minimum pour les pièces détachées critiques.
Produits utilisés lors des activités de maintenance : Les lubrifiants aptes au contact alimentaire fortuit peuvent porter par exemple la certification "NSF H1" ou "INS H1".
Parmi les équipements concernés par la métrologie, les plus critiques sont notamment :
- Les balances utilisées pour la pesée des intrants critiques,
- Les débitmètres du mélangeur,
- Les thermomètres utilisés pour les étapes de traitement thermique…
Maintenance corrective:
- Les demandes de maintenance ayant un impact sur la sécurité du produit peuvent être identifiées comme prioritaires.
- S'assurer que les réparations temporaires n'affectent pas la sécurité du produit.
Exemple d'application de la méthode HACCP pour la maintenance, pré-requis, qui pourrait s'appliquer à toutes les étapes ci-après.
|
Danger |
Cause 5M Détails |
P |
G |
C |
Mesures de maîtrise Bonnes pratiques recommandées |
Classement en PA ou CCP Commentaires Ex. mesures de maîtrise |
|
Physique Présence de corps étrangers |
Matériel Usure des équipements |
2 |
2 |
4 |
Choix des équipements, Plans de maintenance préventif et correctif. |
|
|
Physique Introduction de corps étrangers |
Main d’œuvre Perte ou oubli de matériels lors de la maintenance ou du nettoyage |
2 |
2 |
4 |
Matériel de maintenance, de nettoyage à forte visibilité, Formation, sensibilisation de la main d’œuvre, |
Etapes principalement impactées par ces BP
Autres traitements des intrants (laminage, floconnage,...)
Autres traitements des produits semi-finis
Mesures de prévention des transferts inter-lots
Objectif
Maîtriser les transferts inter-lots pour des raisons zootechniques, pour le respect des formules ou en cas d'utilisation de médicaments vétérinaires, d’additifs coccidiostatiques ou d’autres exigences réglementaires ou contractuelles.
Que faut-il faire?
- Définir et formaliser des règles strictes de succession de « produits » : temporisations, interdictions, décolmatage sur le lot en cours... afin de maîtriser les transferts inter-lots [01- 03].
- Vérifier que les règles de succession sont bien appliquées.
- Conserver les résultats des activités de vérification.
Par exemple
- L'utilisation de nettoyage renforcé et/ou rinçage ainsi que le séquençage sont des exemples de procédures utilisées seules ou en combinaison pour prévenir les transferts inter-lots.
- Du petit matériel de dosage dédié peut être utilisé (cas des médicaments vétérinaires).
- La conception du matériel de manutention et la bonne maintenance de ce matériel peut limiter la rétention de poussières.
- Etre attentif à la bonne gestion des flux d'air dans les circuits.
Les règles de succession prennent en compte les résultats de qualification des équipements et validation de procédés tels que présentés à la page "Qualification et maintenance des équipements".
Etapes principalement impactées par ces BP
Autres traitements des intrants (laminage, floconnage,...)
Autres traitements des produits semi-finis
Produits retraités/recyclés
Objectif
Maîtriser les modalités de réincorporation des « produits » générés à différents stades de la fabrication ou dans le cadre de retour/reprise, dans le respect des exigences réglementaires ou zootechniques.
Que faut-il faire?
- Identifier les produits à recycler,
- Définir et formaliser les modalités de recyclage en tenant compte de la composition du produit pour déterminer le taux et les modalités d’incorporation lors du recyclage [01-03],
- Prendre en compte les incompatibilités : interdire notamment tout recyclage de produits contenant des coccidiostatiques ou des médicaments vétérinaires non compatibles dans un autre produit [01-03 ; 07-02],
- Exclure du recyclage les déchets de nettoyage et d’aspiration,
- Enregistrer toutes les opérations de recyclage et conserver ces enregistrements au moins 5 ans afin d’en permettre la traçabilité,
- Réaliser des contrôles supplémentaires sur les produits à retraiter/recycler : documentaires, sensoriels, granulométriques et/ou analytiques.
Par exemple
Produits susceptibles d’être recyclés :
- Recyclages internes (fines de tamisage, fins de lots, débuts de lots),
- Recyclages de produits conformes proches de leur date limite d’utilisation,
- Recyclages de produits et intrants « non conformes » hors produits concernés par une procédure de destruction ou susceptibles d’induire un problème sanitaire,
- Retours de produits,
Les choix matériels et organisationnels privilégieront les recyclages les plus faibles et les plus rapides possibles.
La prise d’échantillon du lot recyclé peut se faire au même titre qu’un intrant, en appliquant les mêmes consignes de contrôles.
Une fiche "recyclage" dédiée à l'enregistrement de ces opérations peut être créée.
Etapes principalement impactées par ces BP
Elimination des déchets
Objectif
Assurer l’élimination des déchets vers des voies de destruction ou de valorisation (produits, emballages, intrants…) dans de bonnes conditions et en conformité avec la réglementation afin de prévenir la contamination des produits à destination de l'alimentation animale.
Que faut-il faire?
Les déchets ne peuvent pas être revalorisés dans un cycle de production en alimentation animale.
- Définir les modalités de classement, stockage, valorisation ou destruction des déchets suivant les types de produits à éliminer :
- DND : Déchets Non Dangereux,
- DID : Déchets Industriels
- Sélectionner les sociétés spécialisées pour la reprise, la valorisation et l’élimination des différentes catégories de déchets [01-03].
- Enregistrer et conserver les documents recensant les produits et emballages envoyés en valorisation ou à la destruction [01-03]
Par exemple
Une proposition de classification des déchets est faite en annexe 11.
- Des systèmes d'affichage peuvent être mis en place afin de sensibiliser le personnel aux règles de gestion des déchets.
- Identification des zones de stockage des déchets.
Cf VALORALIM, filière pour la VALORisation des emballages des produits de nutrition animale.
Etapes principalement impactées par ces BP
Conditions de stockage
Objectif
Prévenir les contaminations ou l'altération des produits lors des activités de stockage dans des unités permanentes (cellules, silos, en rack...) ou temporaires (big-bags, bennes, containers…).
Que faut-il faire?
- Définir les conditions de stockage optimales afin de préserver l’intégrité du produit (intrant, emballage, produits semi finis ou finis...) [01-03].
- Eviter notamment les conditions de stockage inappropriées (sacs « gueule ouverte »…).
- Avoir des dispositifs de rétention et d’élimination des corps étrangers et particules de taille indésirable au cours des opérations de stockage.
- Mettre en place un contrôle physique des stocks et une planification des points zéro des cellules (vidange totale du contenant).
Par exemple
- Favoriser la mise en place, lorsque c’est possible, de cellules dédiées pour les produits les plus « sensibles ».
- Utilisation de pinces pour fermer les sacs.
- Favoriser l’utilisation de cellules dont la conception permet une vidange totale.
Voir également la page sur la maîtrise des nuisibles
Etapes principalement impactées par ces BP
Transport
Objectif
Prévenir la contamination ou l'altération des produits lors des activités de transport.
Que faut-il faire?
- Utiliser des moyens et conditions de transport adaptés afin de préserver l’intégrité du produit [01-03],
- S'assurer que les véhicules, convoyeurs et conteneurs sont correctement entretenus, propres et dans un état cohérent avec les exigences indiquées dans les spécifications concernées,
- Dans le cas d’un transport vrac, mettre en place des dispositions adéquates afin de déterminer, d'évaluer et d’enregistrer les chargements précédents ainsi que les opérations de nettoyage et désinfection effectuées,
- Enregistrer les informations relatives au chargement et à la livraison.
Par exemple
- Les engins de manutention des intrants doivent être correctement entretenus.
- Les modalités de transport peuvent être formalisées dans un cahier des charges signé avec le prestataire de transport.
- Des fiches de chargement, bons ou bordereaux de livraison peuvent être utilisés et conservés.
Le cahier des charges QUALIMAT Transport pourra être utilisé pour assurer la maîtrise du transport.
Etapes principalement impactées par ces BP
Prise de commande
Que faut-il faire ?
L’entreprise doit mettre en place un système de vérification et de validation des commandes passées par ses clients.
Dans le cas de la fabrication d’aliments médicamenteux, le processus de délivrance de l’aliment doit être respecté. [07-02]
Par exemple
Une confirmation systématique des commandes peut être mise en place.
Etapes principalement impactées par ces BP
Formulation et information sur les produits
Objectif
Définir l’assemblage des différents intrants pour obtenir un produit fini répondant aux exigences règlementaires, zootechniques, contractuelles et transférer cette information sur le site de production. Informer les clients et utilisateurs sur la composition et l'utilisation prévue de l'aliment pour animaux.
Que faut-il faire?
Formulation
- Elaborer la formule en tenant compte de l’ensemble des contraintes et informations nécessaires à l’obtention de la conformité, à savoir :
- réglementaires (cf principaux textes en Annexe 9),
- contractuelles (cahiers des charges clients à jour),
- industrielles,
- technologiques (capabilité des équipements de production, voir page "Qualification et maintenance des équipements").
- analytiques (résultats de contrôles intrants et aliments pour animaux),
- zootechniques (intrants, apports nutritionnels, incompatibilités).
- Vérifier et valider les formules et étiquettes avant leur mise en place ainsi que les éventuelles substitutions autorisées par une personne compétente.
Information aux clients et utilisateurs
- Communiquer aux clients les informations sur la formule (notamment la présence de médicaments vétérinaires) et l'utilisation prévue du produit dans l'alimentation animale (étiquetage) [04-01 ; 05-01 ; 07-02].
- Définir les règles assurant la conformité de l'étiquetage vis à vis de la règlementation [04-01 ; 05-01].
Par exemple
Formulation
- Définir et formaliser les tolérances de dosage (seuils de tolérance et seuils de non-conformité) pour chaque intrant en cohérence avec les contraintes de formulation et les capabilités des outils de production,
- Communiquer auprès du personnel de production concerné les formules à respecter en fabrication,
- Définir et respecter les modalités de mise à jour, de classement, d’indexage et d’archivage des matrices intrants et nutritionnelles des formules,
- Enregistrer les raisons de l'évolution d'une formule lorsque celles-ci sont d'ordre sanitaire.
Information aux clients et utilisateurs
- Etablir des fiches techniques accompagnant le produit lors de la vente.
- Il est souhaitable d’appliquer les modalités de maîtrise documentaire aux fiches produits et autres documents commerciaux.
Etapes principalement impactées par ces BP
Autres traitements des produits semi-finis
Prévention contre les actes de malveillance
Objectif
Assurer la protection des aliments pour animaux contre les actions de malveillance par la mise en place de mesures de protection adaptées en vue d’éviter toute atteinte à la santé du consommateur final.
Que faut-il faire?
- Evaluer le niveau de danger pour les produits vis à vis des actes potentiels de sabotage, de vandalisme ou de terrorisme [12-01],
- Les zones potentiellement sensibles à l’intérieur de l’établissement doivent être identifiées, cartographiées et soumises à un contrôle d’accès.
Par exemple
- Sécuriser le périmètre du site par des clôtures, limiter l'accès en installant un système d'ouverture par code, badge…
- Seules les personnes autorisées doivent avoir accès au site de production.
- Assurer l'intégrité de la remorque et/ou de la citerne par un dispositif de plombage ou sécuriser la fermeture du camion.
Le guide interministériel de recommandations pour la protection de la chaîne alimentaire contre les risques d’actions malveillantes, criminelles ou terroristes pourra servir de guide pour mettre en œuvre des mesures de protection pour réduire le risque.
Réalisation du produit
Illustration de la méthodologie HACCP déployée
Il est important de rappeler que l’identification et l’analyse des dangers présentées dans ce chapitre ne sauraient être suffisantes aux entreprises du secteur de la nutrition animale pour établir leur analyse HACCP mais peut servir d’exemple à son élaboration.
La fréquence / probabilité d’apparition est le résultat d’un consensus interprofessionnel et doit être adaptée en fonction des spécificités de chaque entreprise.
Le guide peut déterminer qu’un risque est significatif compte tenu de sa fréquence d’apparition moyenne dans le métier et l’identifier comme un Point d’attention alors qu’à l’échelle d’un site, la fréquence d’apparition peut-être beaucoup plus faible, le risque rester non significatif et maîtrisé par des bonnes pratiques. L’inverse est également tout à fait envisageable.
Le tableau ci-dessous permet aux industriels d’identifier les principales bonnes pratiques applicables à chacune des étapes concernées.

Illustration de la méthodologie HACCP déployée
Afin d’aider les industriels à déployer une analyse HACCP en cohérence avec les recommandations fournies dans le chapitre 3 du présent guide de bonnes pratiques d’hygiène, une illustration détaillée de l’analyse des dangers associée à trois étapes du process est fournie ci-dessous :
Etape de traitement thermique:
|
1. Identification du danger |
Réduction insuffisante de la charge microbienne |
|
|
2. Cause du danger |
Non maîtrise du process |
|
|
3. Evaluation des risques |
· Probabilité / fréquence : 2 (Déjà survenu dans l'histoire de l'entreprise de manière accidentelle; fréquence non mesurable (échelle annuelle) et/ou consensus de l'équipe sur une probabilité d'apparition non nulle (exemples dans le métier) · Gravité : 3 (impact feed safety) · Risque : 2 x 3 = 6 : risque significatif (cf. matrice de criticité) |
|
|
4. Arbre de décision |
· Q1 : Des mesures de maîtrise préventives existent- elles ? OUI (ex : bonnes pratiques maintenance équipements) · Q2 : Cette étape est-elle spécifiquement conçue pour assurer la maitrise d’un danger : pour éliminer sa probabilité d’apparition ou la ramener à un niveau acceptable ? OUI · L’étape est un CCP |
|
Etape de dosage :
|
1.Identification du danger |
Non-respect de la nature ou de la quantité des intrants spécifiés pour la formule |
|
2.Cause du danger |
Surdosage ou sous dosage d'intrants |
|
3.Evaluation des risques |
· Probabilité / fréquence : 3 (Survient de manière récurrente mais espacée (échelle mensuelle); fréquence mesurable et/ou consensus de l'équipe sur une probabilité d'apparition significative (vétusté de l'équipement…) · Gravité : 3 (impact feed safety) · Risque : 3 x 3 = 9 : risque significatif (cf. matrice de criticité) |
|
4. Arbre de décision |
· Q1 : Des mesures de maîtrise préventives existent- elles ? OUI (ex : bonnes pratiques maintenance équipements) · Q2 : Cette étape est-elle spécifiquement conçue pour assurer la maitrise d’un danger : pour éliminer sa probabilité d’apparition ou la ramener à un niveau acceptable ? NON · Q3 : Une contamination peut-elle survenir ou dépasser une limite acceptable de risque? OUI · Q4 : Une étape suivante permet elle d’éliminer ou de réduire à une limite acceptable le risque ? NON · Q5 : Le risque identifié peut-il être maitrisé en se fondant sur des mesures spécifiques appliquées aux PRPs existants ? OUI · Un Point d’attention (PA) permet de maîtriser le dosage |
Etape de mélange :
|
1. Identification du danger |
Hétérogénéité du mélange |
|
|
2. Cause du danger |
Paramètres de mélange non respectés |
|
|
3. Evaluation des risques |
· Probabilité / fréquence : 1 (Survient de manière récurrente mais espacée (échelle mensuelle); fréquence mesurable et/ou consensus de l'équipe sur une probabilité d'apparition significative (vétusté de l'équipement…) · Gravité : 3 (impact feed safety) · Risque : 1 x 3 = 3 : risque non significatif (cf. matrice de criticité) · Le risque est maîtrisé par des bonnes pratiques |
|
Réception intrants (AC, AA, AL, AM, PM, D)
Cette étape consiste à réceptionner les intrants (vrac ou conditionnés, grains/granulés/pulvérulents/liquides/...) et à en effectuer l’agréage par des contrôles documentaires, sensoriels et/ou analytiques avant déchargement.
| Risque | ||||||
| Danger |
Cause 5M Détails |
P | G | C |
Mesures de maîtrise Bonnes pratiques recommandées |
Classement en PA ou CCP Commentaires Ex. mesures de maîtrise |
|
ou Présence de contaminants |
Matière Intrants non conformes |
2 |
3 |
6 |
Compétence et hygiène des membres du personnel Gestion achats : emballages / intrants - Contrôle à réception |
Identification des intrants sensibles (cf. annexe 1), adaptation du niveau de surveillance, suivi fournisseur |
|
Contamination micro-biologique (salmonelles) |
Milieu Méthode Présence et/ou traces de nuisibles |
1 |
3 |
3 |
Construction, disposition des bâtiments Disposition locaux et espace de travail |
Formation du personnel Plan de nettoyage Plan de lutte contre les nuisibles, actions correctives en cas de présence, passage ou traces visibles ( fientes, plumes, ...) |
|
Contamination chimique_ pollution entre intrants |
Main d'oeuvre Matériel Erreur à l'identification |
1 |
3 |
3 |
Des dispositifs manuels ou automatiques doivent permettre d’éviter les erreurs de déchargement et de destination des intrants. Personnel formé aux protocoles de réception Enregistrement des réceptions |
|
|
Contamination chimique_ pollution entre intrants |
Méthode Milieu mauvais nettoyage à réception/ rétentions |
2 |
3 |
6 |
Construction, disposition des bâtiments Disposition locaux et espace de travail Nettoyage et désinfection des locaux et des équipements Compétence et hygiène des membres du personnel |
Protocoles de nettoyage après réception d’un intrant vrac contenant des contaminants chimiques. Personnel formé aux protocoles de nettoyage à réception. Nettoyage après réception systématique et documenté Renforcer le nettoyage en cas de rétention ou envisager une modification process |
|
Mélange d’intrants |
Méthode Milieu Mauvais nettoyage à réception/ rétentions |
2 |
2 |
4 |
Construction, disposition des bâtiments Disposition locaux et espace de travail Nettoyage et désinfection des locaux et des équipements |
Protocoles de nettoyage après réception d’un intrant vrac Nettoyage après réception systématique et documenté si nécessaire Renforcer le nettoyage en cas de rétention ou envisager une modification process |
|
Mélange d’intrants |
Méthode Erreur à l'identification |
1 |
3 |
2 |
Des dispositifs manuels ou automatiques doivent permettre d’éviter les erreurs de déchargement et de destination des intrants Personnel formé aux protocoles de réception Enregistrement des réceptions |
|
|
Présence de corps étrangers |
Matière Intrants non conformes |
1 |
3 |
3 |
Compétence et hygiène des membres du personnel Gestion achats : emballages / intrants - Contrôle à réception Transport |
Personnel formé aux protocoles de réception Enregistrement des réceptions |
Stockage / Transfert (AC, AA, AL, AM, PM, D)
Le stockage concerne toutes les opérations de mise en stock, sous forme de cellules, silos, trémies, boisseaux, conteneurs, sacs, big-bags… Il doit permettre la préservation du « produit ».
Les transferts consistent à faire circuler les « produits » d’un point de stockage ou d’utilisation à un autre point de stockage ou d’utilisation. Les transferts sont passifs (descente par gravité) ou actifs (engins de manutention, élévateurs, convoyeurs, vis…), l’orientation des « produits » dans la direction souhaitée est réalisée par des organes spécifiques (boîte multidirectionnelle,…).
| Risque | ||||||
| Danger |
Cause 5M Détails |
P | G | C |
Mesures de maîtrise Bonnes pratiques recommandées |
Classement en PA ou CCP Commentaires Ex. mesures de maîtrise |
|
Contamination micro-biologique (salmonelles) |
Milieu Méthode Traces de nuisibles |
1 |
3 |
3 |
Construction, disposition des bâtiments Disposition locaux et espace de travail |
Plan de lutte contre les nuisibles Plan de nettoyage Formation du personnel |
|
Développement microbiologique |
Milieu Méthode Conditions de stockage inappropriées |
2 |
2 |
4 |
Nettoyage et désinfection des locaux et des équipements |
Points zéro Désinfection des silos Entretien des installations |
|
Développement microbiologique (moisissures) |
Méthode Remontée en température des stockages |
3 |
2 |
6 |
Nettoyage et désinfection des locaux et des équipements Qualification et maintenance des équipements |
Selon leur composition, les aliments minéraux granulés peuvent remonter en température par réactions physico-chimiques entre matières premières. Suivi des températures et stockage Enregistrement des températures de stockage Enregistrement des anomalies et gestion des non-conformités |
|
Présence de produits chimiques dans les installations de stockage et transfert |
Milieu Méthode Main d'oeuvre Fuites d'huile, lubrifiants inaptes au contact alimentaire fortuit. Non-respect des conditions d'utilisation des biocides |
1 |
3 |
3 |
Construction, disposition des bâtiments Nettoyage et désinfection des locaux et des équipements |
Respect des notices et DS des produits Plan de maintenance et de nettoyage Formation du personnel |
|
Mélange de produits dans les installations de Stockage et de transfert |
Méthode Transfert de reliquats de fabrications antérieures. |
2 |
2 |
4 |
Construction, disposition des bâtiments Disposition locaux et espace de travail Compétence et hygiène des membres du personnel Qualification et maintenance des équipements |
Tests de transfert inter- lots réalisés à fréquence définie Mise en place de plans de maintenance Plan d’affectation des cellules Planning de fabrication Formation du personnel Validation des paramètres de transfert (temporisation…) Enregistrement des entrées sorties cellules Enregistrement des anomalies et gestion des non-conformités |
|
Présence de produits contenant des contaminants chimiques dans les installations de stockage et transfert |
Méthode Transfert de reliquats de fabrications antérieures. |
2 |
3 |
6 |
Construction, disposition des bâtiments Disposition locaux et espace de travail Nettoyage et désinfection des locaux et des équipements Compétence et hygiène des membres du personnel Qualification et maintenance des équipements Mesures de prévention des transferts inter-lots |
Broyage (AC)
Opération consistant à réduire les intrants en particules. Cette mouture peut alors être fournie en l’état après mélange (aliments en farines), ou permettre des opérations ultérieures (agglomération). Les broyeurs utilisés sont le plus souvent des broyeurs à marteaux. Le résultat du broyage dépend notamment de la vitesse de rotation des marteaux, de l’usure de ceux-ci, des grilles de sortie utilisées.
| Risque | ||||||
| Danger |
Cause 5M Détails |
P | G | C |
Mesures de maîtrise Bonnes pratiques recommandées |
Classement en PA ou CCP Commentaires Ex. mesures de maîtrise |
|
Présence de produits issus de précédents broyages |
Méthode Mauvaise gestion des retours de fines |
1 |
2 |
2 |
Compétence et hygiène des membres du personnel Services généraux — air, eau, énergie Qualification et maintenance des équipements |
Validation des équipements |
|
Produits retraités/recyclés Présence de produits issus de précédents broyages |
Méthode Mauvaise gestion des retours de fines |
1 |
3 |
3 |
Compétence et hygiène des membres du personnel Services généraux — air, eau, énergie Qualification et maintenance des équipements |
Validation des équipements Formation du personnel à la conduite des équipements de broyage Plan de maintenance préventif sur le broyeur Enregistrement des anomalies et gestion des non-conformités |
|
Présence de corps étrangers |
Matériel Usure anormale du broyeur |
1 |
3 |
3 |
Nettoyage et désinfection des locaux et des équipements |
Plan de maintenance préventif sur le broyeur Plan de nettoyage Personnel formé à l’entretien broyeur Enregistrement des entretiens Enregistrement des anomalies et gestion des non-conformités |
Autres traitements des intrants : laminage (AC), floconnage (AC), extrusion (AC), tannage (AC)
Ces étapes permettent un traitement spécifique des intrants.
Aplatissage, laminage : Réduction de la taille de particules par passage de la matière première pour aliments des animaux (des grains, par exemple) entre deux rouleaux avec ou sans incorporation d’eau.
Floconnage : Laminage d’un produit traité par la chaleur humide, séché et refroidi.
Extrusion : Procédé thermique au cours duquel la vaporisation brutale de l’eau contenue dans le produit entraîne l’éclatement de celui- ci, suivi d’une mise en forme spéciale par passage à travers une filière.
Cette étape est étudiée ici, dans le cadre de la réduction des facteurs antinutritionnels (facteurs qui peuvent avoir un impact sanitaire sur les animaux)
Protection contre la dégradation ruminale : (tannage) Procédé destiné, par traitement physique (chaleur, pression, vapeur ou combinaison de ces facteurs) et/ou par l’action d’aldéhydes, de lignosulfonates, d’hydroxyde de sodium ou d’acides organiques (tels que l’acide propionique ou l’acide tannique), par exemple, à protéger les nutriments de la dégradation dans le rumen. La teneur en aldéhydes libres des matières premières pour aliments des animaux protégées contre la dégradation ruminale par des aldéhydes doit être inférieure ou égale à 0,12 %.
Dans le cadre de la protection contre la dégradation ruminale, et plus particulièrement dans le cadre du tannage (traitement des protéines pour réduire leur solubilité et leur dégradation dans le rumen), le tannage par action d’aldéhyde comme le formol n’a pas été retenu dans cette analyse de risque type.
| Risque | ||||||
| Danger |
Cause 5M Détails |
P | G | C |
Mesures de maîtrise Bonnes pratiques recommandées |
Classement en PA ou CCP Commentaires Ex. mesures de maîtrise |
|
Développement microbiologique en phase humide |
Méthode Non maîtrise du process |
1 |
2 |
2 |
Compétence et hygiène des membres du personnel Services généraux — air, eau, énergie Qualification et maintenance des équipements |
Validation des équipements (humidité) Plan de maintenance préventive Formation du personnel à la conduite des équipements Enregistrement des anomalies et gestion des non-conformités |
|
ETAPE EXTRUSION : Réduction insuffisante des facteurs antinutritionnels |
Méthode Non maîtrise du process d'extrusion |
2 |
3 |
6 |
Compétence et hygiène des membres du personnel |
Réduction insuffisante des facteurs antitrypsiques du soja Plan de maintenance des extrudeurs Validation et suivi des paramètres d’extrusion Formation du personnel au procédé d’extrusion Enregistrement des paramètres d’extrusion Enregistrement des anomalies et gestion des non-conformités |
|
Mélange d’intrants |
Milieu Transfert de reliquats de fabrications antérieures. |
1 |
2 |
2 |
Nettoyage et désinfection des locaux et des équipements Compétence et hygiène des membres du personnel |
Mise en place de plans de maintenance et de nettoyage Planning de fabrication Formation du personnel à la conduite des équipements Validation des paramètres de transfert, nettoyage (temporisation…) Enregistrement des anomalies et gestion des non-conformités |
|
Présence de contaminants chimiques dans les intrants |
Milieu Transfert de reliquats de fabrications antérieures. |
1 |
3 |
3 |
Nettoyage et désinfection des locaux et des équipements Compétence et hygiène des membres du personnel |
Dosage (AC, AM, PM, AL, AA)
Mesure de la quantité d’intrants à incorporer dans l’aliment. Cette mesure peut être pondérale ou volumétrique.
Cette étape est gérée le plus souvent par un automate pour les incorporations des intrants vrac et liquides, les incorporations d’additifs ou de prémélanges en sacs peuvent être manuelles.
| Risque | ||||||
| Danger |
Cause 5M Détails |
P | G | C |
Mesures de maîtrise Bonnes pratiques recommandées |
Classement en PA ou CCP Commentaires Ex. mesures de maîtrise |
|
Contamination microbiologique |
Méthode Main d'œuvre Fréquence de nettoyage inadaptée |
1 |
2 |
2 |
Nettoyage et désinfection des locaux et des équipements Compétence et hygiène des membres du personnel Qualification et maintenance des équipements Mesures de prévention des transferts inter-lots |
Définition et respect du plan de nettoyage Formation du personnel |
|
Excès ou défaut d’un intrant |
Méthode Main d'œuvre Non-respect de la nature ou de la quantité des intrants spécifiés pour la formule |
3 |
3 |
9 |
Nettoyage et désinfection des locaux et des équipements Compétence et hygiène des membres du personnel Qualification et maintenance des équipements |
Une attention particulière devra être portée au dosage en fonction des espèces et des cahiers des charges produits. Cette étape étant particulièrement sensible pour les prémélanges, et si les conditions de surveillance en continu de cette étape s’appliquent, le dosage peut être considéré comme un CCP Il est recommandé de rechercher tous les moyens de sécurisation possibles à cette étape (code barre, …). Mise en place d’un système de validation des intrants dosés Formation du personnel à la conduite des équipements de dosage Tenue de registre d’anomalies de dosage Enregistrement des anomalies et gestion des non-conformités |
|
Excès ou défaut d’un intrant |
Machine Milieu Mauvais fonctionnement du système de dosage |
1 |
3 |
3 |
Nettoyage et désinfection des locaux et des équipements Compétence et hygiène des membres du personnel Qualification et maintenance des équipements |
Plan de maintenance et de nettoyage Formation du personnel à la conduite des équipements de dosage Enregistrement des opérations de maintenance Enregistrement des anomalies et gestion des non-conformités |
|
Mélange de produits dans les équipements de dosage |
Machine Milieu Main d'œuvre Transfert inter lots dans les équipements de dosage |
2 |
2 |
4 |
Nettoyage et désinfection des locaux et des équipements Compétence et hygiène des membres du personnel Qualification et maintenance des équipements |
Mise en place de plans de maintenance Formation du personnel à la conduite des équipements de dosage Planning de fabrication Validation des paramètres de dosage, transfert, nettoyage (temporisation…) Enregistrement des anomalies et gestion des non-conformités |
|
Présence de contaminants chimiques dans les équipements de dosage |
Machine Milieu Main d'œuvre Transfert inter lots dans les équipements de dosage |
1 |
3 |
3 |
Nettoyage et désinfection des locaux et des équipements Compétence et hygiène des membres du personnel Qualification et maintenance des équipements |
|
|
Présence de corps étrangers aux points d’incorporations manuelles |
Main d'œuvre Chute de corps étrangers à l’incorporation des intrants par exemple matériel: pelles,... |
2 |
2 |
4 |
Disposition des locaux et de l'espace de travail Nettoyage et désinfection des locaux et des équipements |
Mise en place de plans de maintenance et de nettoyage Formation du personnel Enregistrement des anomalies et gestion des non-conformités |
|
Matières Partie des emballages (sacs, ficelles, ...) |
1 |
2 |
2 |
|
Mélange / Homogénéisation (AC, AM, PM, AL, AA)
Opération consistant à répartir de façon homogène différents intrants d’une formule.
| Risque | ||||||
| Danger |
Cause 5M Détails |
P | G | C |
Mesures de maîtrise Bonnes pratiques recommandées |
Classement en PA ou CCP Commentaires Ex. mesures de maîtrise |
|
Contamination microbiologique |
Méthode Main d'oeuvre Fréquence de nettoyage inadaptée |
1 |
2 |
2 |
Nettoyage et désinfection des locaux et des équipements Compétence et hygiène des membres du personnel |
Définition et respect du plan de nettoyage Plan de maintenance des équipements Formation du personnel |
|
Excès ou défaut d’un intrant |
Machine Paramètres de mélange non maîtrisés |
1 |
3 |
3 |
Nettoyage et désinfection des locaux et des équipements |
Tests de capabilité d’homogénéisation réalisés à fréquence régulière Plan de maintenance des équipements Validation des paramètres d’homogénéisation Enregistrement et analyse des paramètres d’homogénéisation Enregistrement des anomalies et gestion des non-conformités |
|
Présence de contaminants chimiques dans les équipements de mélange |
Milieu Transfert de reliquats de fabrications antérieures dans les équipements de mélange |
1 |
3 |
3 |
Nettoyage et désinfection des locaux et des équipements |
Privilégier les mélangeuses à vidange intégrale et permettant un contrôle visuel efficace. Une vérification des trappes peut être réalisée à fréquence définie Plan de maintenance et de nettoyage des équipements |
Traitement Thermique (AC)
Opération spécifique consistant à augmenter la température d’un « produit » en vue d’en modifier les caractéristiques physiques, chimiques, nutritionnelles ou microbiologiques. Le traitement peut être réalisé en batch ou en continu, par apport direct ou indirect de chaleur.
| Risque | ||||||
| Danger |
Cause 5M Détails |
P | G | C |
Mesures de maîtrise Bonnes pratiques recommandées |
Classement en PA ou CCP Commentaires Ex. mesures de maîtrise |
|
Réduction insuffisante de la charge microbienne |
Méthode Non maîtrise du process de traitement thermique |
2 |
3 |
6 |
Nettoyage et désinfection des locaux et des équipements Compétence et hygiène des membres du personnel Services généraux — air, eau, énergie |
Plan de maintenance et de nettoyage des équipements Validation et suivi des paramètres de traitement thermique Formation du personnel au procédé de traitement thermique Enregistrement des paramètres de traitement thermique Enregistrement des anomalies et gestion des non-conformités |
|
Dégradation de certains additifs |
Méthode Défaut de pilotage des conduites d’installations |
2 |
4 |
4 |
Nettoyage et désinfection des locaux et des équipements |
|
Granulation (AC, AM)
Transformation d’un mélange farineux d’intrants en « produits » agglomérés (granulés, …). La granulation transforme la farine en granulés. Elle est réalisée par une presse dans laquelle compression et adjonction de vapeur ou de liquide permettent la granulation du
« produit ». Le diamètre des granulés en sortie de presse dépend de la filière utilisée, leur longueur peut dépendre du réglage des couteaux. Lorsque la granulation a pour but de répondre à l’arrêté agrément salmonelles il convient de se référer à l’étape TRAITEMENT THERMIQUE
| Risque | ||||||
| Danger |
Cause 5M Détails |
P | G | C |
Mesures de maîtrise Bonnes pratiques recommandées |
Classement en PA ou CCP Commentaires Ex. mesures de maîtrise |
|
Contamination microbiologique |
Méthode Main d'oeuvre Fréquence de nettoyage inadaptée |
1 |
2 |
2 |
Nettoyage et désinfection des locaux et des équipements |
Définition et respect du plan de nettoyage Formation du personnel |
|
Présence de contaminants chimiques au niveau des presses |
Milieu Transferts de reliquats de fabrications antérieures |
2 |
3 |
6 |
Nettoyage et désinfection des locaux et des équipements Compétence et hygiène des membres du personnel Services généraux — air, eau, énergie |
Mise en place de plans de maintenance Planning de fabrication Formation du personnel à la conduite des équipements de granulation Validation des paramètres de granulation, transfert, nettoyage (temporisation…) Enregistrement des anomalies et gestion des non-conformités |
|
Mélange de produits au niveau des presses |
Milieu Transferts de reliquats de fabrications antérieures |
2 |
2 |
4 |
Nettoyage et désinfection des locaux et des équipements Compétence et hygiène des membres du personnel Services généraux — air, eau, énergie |
Mise en place de plans de maintenance Planning de fabrication Formation du personnel à la conduite des équipements de granulation Validation des paramètres de granulation, transfert, nettoyage (temporisation…) Enregistrement des anomalies et gestion des non-conformités |
|
Dégradation de certains additifs |
Méthode Défaut de pilotage des conduites d’installations |
2 |
2 |
4 |
Compétence et hygiène des membres du personnel |
Prise en compte du risque de destruction des enzymes et micro- organismes Protocole de conduite des installations de granulation Formation du personnel au procédé de granulation Enregistrement des paramètres de granulation Enregistrement des anomalies et gestion des non-conformités |
Refroidissement / Séchage (AC, AM, AA)
Etape qui fait suite au traitement thermique ou à l’agglomération pour abaisser la température et/ou l’humidité du « produit » afin d’assurer sa préservation lors du stockage. Il existe principalement deux types de refroidisseurs : horizontaux et verticaux. Ils utilisent le même principe de fonctionnement, à savoir la circulation d’air ambiant à contre-courant du « produit ».
| Risque | ||||||
| Danger |
Cause 5M Détails |
P | G | C |
Mesures de maîtrise Bonnes pratiques recommandées |
Classement en PA ou CCP Commentaires Ex. mesures de maîtrise |
|
Développement de contaminants microbiologiques (moisissures) dans les aliments |
Machine Dysfonctionne ment du refroidisseur Température de sortie trop importante |
3 |
2 |
6 |
Construction et disposition des bâtiments Nettoyage et désinfection des locaux et des équipements Compétence et hygiène des membres du personnel |
Plan de maintenance et de nettoyage des équipements Protocole de conduite des installations de refroidissement / séchage, transfert, nettoyage (temporisation…) Formation du personnel aux procédés de refroidissement / séchage Enregistrement des paramètres de refroidissement / séchage Enregistrement des anomalies et gestion des non-conformités Vérifier humidité et/ou aw |
|
Mélange de produits dans le refroidisseur |
Milieu Transferts de reliquats de fabrications antérieures |
1 |
2 |
2 |
Nettoyage et désinfection des locaux et des équipements Services généraux — air, eau, énergie |
|
|
Présence de contaminants chimiques dans le refroidisseur |
Milieu Transferts de reliquats de fabrications antérieures |
1 |
3 |
3 |
Nettoyage et désinfection des locaux et des équipements Services généraux — air, eau, énergie |
Emiettage (AC)
Transformation d’un « produit » granulé en fractions plus petites dont la granulométrie permet la distribution à certains animaux (volailles, gibiers, porcelets,…). L’émiettage consiste à concasser les granulés entre deux rouleaux. Le réglage de leur écartement permet l’obtention de la taille de miettes souhaitée.
| Risque | ||||||
| Danger |
Cause 5M Détails |
P | G | C |
Mesures de maîtrise Bonnes pratiques recommandées |
Classement en PA ou CCP Commentaires Ex. mesures de maîtrise |
|
Mélange de produits |
Milieu Transfert de reliquats de fabrications antérieures |
1 |
2 |
2 |
Nettoyage et désinfection des locaux et des équipements Compétence et hygiène des membres du personnel |
Plan de maintenance des équipements Planning de fabrication Formation du personnel à la conduite des équipements d’émiettage Validation des paramètres d’émiettage, transfert, nettoyage (temporisation…) Enregistrement des paramètres d’émiettage Enregistrement des anomalies et gestion des non-conformités |
|
Présence de contaminants chimiques rendant les produits non conformes |
Milieu Transfert de reliquats de fabrications antérieures |
1 |
3 |
3 |
Nettoyage et désinfection des locaux et des équipements Compétence et hygiène des membres du personnel |
Tamisage (AC, AM, AA, PM)
Opération d’élimination des particules trop fines, ou de sélection des particules selon leur taille.
| Risque | ||||||
| Danger |
Cause 5M Détails |
P | G | C |
Mesures de maîtrise Bonnes pratiques recommandées |
Classement en PA ou CCP Commentaires Ex. mesures de maîtrise |
|
Mélange de produits |
Milieu Transfert de reliquats de fabrications antérieures |
1 |
2 |
2 |
Nettoyage et désinfection des locaux et des équipements Compétence et hygiène des membres du personnel |
Plan de maintenance des équipements Planning de fabrication Formation du personnel à la conduite des équipements de tamisage Validation des paramètres de tamisage, transfert, nettoyage (temporisation…) Enregistrement des paramètres de tamisage Enregistrement des anomalies et gestion des non-conformités |
|
Présence de contaminants chimiques rendant les produits non conformes |
Milieu Transfert de reliquats de fabrications antérieures |
1 |
3 |
3 |
Nettoyage et désinfection des locaux et des équipements Compétence et hygiène des membres du personnel |
Enrobage / Sprayage (AC, AM, PM)
Ajout d’un intrant liquide par pulvérisation sur un aliment pour animaux. De fait, l’enrobage est constitué à la fois des processus de dosage et de mélange.
| Risque | ||||||
| Danger |
Cause 5M Détails |
P | G | C |
Mesures de maîtrise Bonnes pratiques recommandées |
Classement en PA ou CCP Commentaires Ex. mesures de maîtrise |
|
Contamination microbiologique |
Méthode Main d'oeuvre Fréquence de nettoyage inadaptée |
1 |
2 |
2 |
Nettoyage et désinfection des locaux et des équipements |
Définition et respect du plan de nettoyage Formation du personnel |
|
Mélange de produits |
Milieu Transfert de reliquats de fabrications antérieures dans l’enrobeur |
1 |
2 |
2 |
Nettoyage et désinfection des locaux et des équipements Compétence et hygiène des membres du personnel Qualification et maintenance des équipements |
Plan de maintenance et de nettoyage des équipements Planning de fabrication Formation du personnel à la conduite des équipements d’enrobage Validation des paramètres d’enrobage, transfert, nettoyage (temporisation…) Enregistrement des paramètres d’enrobage Enregistrement des anomalies et gestion des non-conformités |
|
Présence de contaminants chimiques rendant les produits non conformes |
Milieu Transfert de reliquats de fabrications antérieures dans l’enrobeur |
1 |
3 |
3 |
Nettoyage et désinfection des locaux et des équipements Compétence et hygiène des membres du personnel |
|
|
Excès ou défaut d'intrants |
Machine |
1 |
3 |
3 |
Compétence et hygiène des membres du personnel |
Des tests d’homogénéité à fréquence régulière peuvent être réalisés Plan de maintenance des équipements Formation du personnel à la conduite des équipements d’enrobage Validation des paramètres d’homogénéisation Enregistrement et analyse des paramètres d’homogénéisation Enregistrement des anomalies et gestion des non-conformités |
|
Excès ou défaut d'intrants |
Méthode Non-respect de la nature ou de la quantité des intrants spécifiés pour la formule |
2 |
3 |
6 |
Compétence et hygiène des membres du personnel |
Une attention particulière devra être portée au dosage en fonction des espèces et des cahiers des charges produits Planning de fabrication Formation du personnel à la conduite des équipements d’enrobage Enregistrement et analyse des paramètres d’enrobage Enregistrement des anomalies et gestion des non-conformités |
Autres traitements des produits semi-finis : extrusion (AC), agglomération (AM,PM), compression (AM,AC), expansion (AC)
Ces étapes permettent un traitement spécifique des semi-finis.
Extrusion « Procédé thermique au cours duquel la vaporisation brutale de l’eau contenue dans le produit entraîne l’éclatement de celui-ci, suivi d’une mise en forme spéciale par passage à travers une filière. »
Agglomération (à cette étape) : assemblage de particules avec un liant liquide
Compression (à cette étape) : assemblage de particules par pression
Expansion : « Procédé thermique au cours duquel la vaporisation brutale de l’eau contenue dans le produit provoque l’éclatement de celui-ci. »
| Risque | ||||||
| Danger |
Cause 5M Détails |
P | G | C |
Mesures de maîtrise Bonnes pratiques recommandées |
Classement en PA ou CCP Commentaires Ex. mesures de maîtrise |
|
Contamination microbiologique |
Méthode Main d'oeuvre Fréquence de nettoyage inadaptée |
1 |
2 |
2 |
Nettoyage et désinfection des locaux et des équipements |
Définition et respect du plan de nettoyage Formation du personnel |
|
Mélange de produits |
Milieu Transfert de reliquats de fabrications antérieures |
1 |
2 |
2 |
Nettoyage et désinfection des locaux et des équipements Compétence et hygiène des membres du personnel Qualification et maintenance des équipements |
Mise en place de plans de maintenance et de nettoyage Formation du personnel à la conduite des équipements Planning de fabrication Validation des paramètres de transfert, nettoyage (temporisation…) Enregistrement des anomalies et gestion des non-conformités |
|
Présence de contaminants chimiques rendant les produits non conformes |
Milieu Transfert de reliquats de fabrications antérieures |
1 |
3 |
3 |
Nettoyage et désinfection des locaux et des équipements Compétence et hygiène des membres du personnel |
|
|
Destruction de certains additifs |
Méthode Défaut de pilotage des conduites d’installations |
2 |
2 |
4 |
Compétence et hygiène des membres du personnel |
Plan de maintenance et de nettoyage Validation et suivi des paramètres de process Formation du personnel au procédé Enregistrement des paramètres de process Enregistrement des anomalies et gestion des non-conformités |
Conditionnement (AC, AA, AL, AM, PM)
Emballage des « produits » (en sacs, ou big-bags, ...) en vue d’en faciliter la manutention, la préservation et le stockage. Cette étape fonctionne en manuel ou en automatique, de même que la palettisation des unités de conditionnement obtenues.
| Risque | ||||||
| Danger |
Cause 5M Détails |
P | G | C |
Mesures de maîtrise Bonnes pratiques recommandées |
Classement en PA ou CCP Commentaires Ex. mesures de maîtrise |
|
Contamination microbiologique |
Méthode Main d'oeuvre Fréquence de nettoyage inadaptée |
1 |
2 |
2 |
Nettoyage et désinfection des locaux et des équipements |
Définition et respect du plan de nettoyage et de maintenance Formation du personnel |
|
Mélange de produits avec des produits non étiquetés |
Méthode Défaut ou erreur d’identification |
1 |
3 |
3 |
Disposition des locaux et de l'espace de travail Nettoyage et désinfection des locaux et des équipements Compétence et hygiène des membres du personnel |
Privilégier l’automatisation ou, à défaut, mettre en place des procédures d’autocontrôles Formation du personnel Enregistrement et vérification de la bonne identification des produits Enregistrement des anomalies et gestion des non-conformités |
|
Mélange de produits |
Milieu Matière Pollution chimique du « produit » par les installations de condition- nement ou un emballage contaminé |
1 |
2 |
2 |
Disposition des locaux et de l'espace de travail Nettoyage et désinfection des locaux et des équipements Compétence et hygiène des membres du personnel Services généraux — air, eau, énergie Gestion des achats : Emballages / intrants/ transports/ labo / nettoyage … Qualification et maintenance des équipements |
Plan de maintenance et de nettoyage Vérification de la conformité des emballages Formation du personnel Enregistrement des anomalies et gestion des non-conformités |
|
Présence de contaminants chimiques dans la formule |
Milieu Matière Pollution chimique du « produit » par les installations de condition- nement ou un emballage contaminé |
1 |
3 |
3 |
Disposition des locaux et de l'espace de travail Nettoyage et désinfection des locaux et des équipements Compétence et hygiène des membres du personnel Services généraux — air, eau, énergie Gestion des achats : Emballages / intrants/ transports/ labo / nettoyage … Qualification et maintenance des équipements |
|
|
Présence de corps étrangers aux points de conditionnement manuels |
Main d'œuvre Chute de corps étrangers au condition- nement |
1 |
2 |
2 |
Disposition des locaux et de l'espace de travail Nettoyage et désinfection des locaux et des équipements |
Mise en place de plans de maintenance et de nettoyage Formation du personnel Enregistrement des anomalies et gestion des non-conformités |
Chargement (AC, AA, AL, AM, PM, D)
Le chargement consiste à transférer des aliments pour animaux de leur lieu de stockage dans le camion de livraison. Cette opération peut être en partie automatisée ou manuelle.
| Risque | ||||||
| Danger |
Cause 5M Détails |
P | G | C |
Mesures de maîtrise Bonnes pratiques recommandées |
Classement en PA ou CCP Commentaires Ex. mesures de maîtrise |
|
Contamination microbiologique (salmonelles) |
Milieu Méthode Présence et ou traces de nuisibles |
1 |
3 |
3 |
Construction et disposition des bâtiments Disposition des locaux et de l'espace de travail |
Plan de lutte contre les nuisibles |
|
Contamination biologique des aliments |
Milieu Contamination biologique par les équipements de livraison |
1 |
3 |
3 |
Nettoyage et désinfection des locaux et des équipements |
S’assurer de la propreté des bouches de chargement et des cases / compartiments avant chargement Maîtriser l’environnement de chargement Formation du personnel Enregistrement des anomalies et gestion des non-conformités |
|
Mélange de produits |
Machine Transfert de reliquats durant le chargement vrac et big-bag |
1 |
2 |
2 |
Construction et disposition des bâtiments Disposition des locaux et de l'espace de travail Nettoyage et désinfection des locaux et des équipements Compétence et hygiène des membres du personnel |
Privilégier l’automatisation ou, à défaut, mettre en place des procédures d’autocontrôles Formation du personnel Enregistrement et vérification de la bonne identification des produits Enregistrement des anomalies et gestion des non-conformités |
|
Présence de contaminants chimiques dans la formule |
Machine Transfert de reliquats durant le chargement vrac et big-ba |
1 |
3 |
3 |
Construction et disposition des bâtiments Disposition des locaux et de l'espace de travail Nettoyage et désinfection des locaux et des équipements Compétence et hygiène des membres du personnel |
|
|
Présence de contaminants chimiques dans la formule |
Méthode Milieu Erreur d’identification des produits au moment du chargement du camion |
2 |
3 |
6 |
Planning de chargement Plan des cellules de stockage Identification des cases / compartiments des camions Formation du personnel Enregistrement des anomalies et gestion des non-conformités |
|
|
Mélange de produits |
Méthode Milieu Erreur d’identification des produits au moment du chargement du camion |
2 |
2 |
4 |
Nettoyage et désinfection des locaux et des équipements |
Planning de chargement Plan des cellules de stockage Identification des cellules des camions Formation du personnel Enregistrement des anomalies et gestion des non-conformités |
|
Présence de contaminants physiques dans les camions |
Main d'œuvre Chute ou oubli de matériel |
2 |
2 |
4 |
Nettoyage et désinfection des locaux et des équipements |
Formation du personnel (rangement matériels type balai, équipement de protection individuel) Vigilance visuelle Enregistrement des anomalies et gestion des non-conformités |
Livraison produit fini (AC, AA, AL, AM, PM, D)
La livraison consiste à acheminer et décharger les aliments pour animaux jusqu’au client (élevage, distributeurs,…).
| Risque | ||||||
| Danger |
Cause 5M Détails |
P | G | C |
Mesures de maîtrise Bonnes pratiques recommandées |
Classement en PA ou CCP Commentaires Ex. mesures de maîtrise |
|
Aliment non adapté sans risque zootechnique |
Main d'oeuvre Erreur de destination du produit |
2 |
3 |
4 |
Identification précise du client Définition de tournées de transport Formation des chauffeurs Enregistrement des anomalies et gestion des non-conformités |
|
|
Aliment non adapté avec risque zootechnique |
Main d'oeuvre Erreur de destination du produit |
2 |
3 |
6 |
Sensibiliser les clients à l’identification des lieux et des zones de stockage (silos…) Planning de déchargement Identification des cellules des camions Formation du personnel Enregistrement des anomalies et gestion des non-conformités |
|
|
Présence de contaminants chimiques dans la livraison |
Méthode Milieu Contamination par les trappes/vannes et les circuits de vidange du camion |
2 |
3 |
6 |
Compétence et hygiène des membres du personnel Mesures de prévention des transferts inter-lots |
Planning de déchargement Identification des cellules des camions Formation du personnel Enregistrement des anomalies et gestion des non-conformités |
Recyclage (AC, AA, AL, AM, PM)
Incorporation maîtrisée des « produits » ou « fractions de produits » générés à différents stades des processus de réalisation ou des retours de produits livrés, dans le respect de la conformité des aliments pour animaux.
| Risque | ||||||
| Danger |
Cause 5M Détails |
P | G | C |
Mesures de maîtrise Bonnes pratiques recommandées |
Classement en PA ou CCP Commentaires Ex. mesures de maîtrise |
|
Développement microbiologique |
Matière Réincorporatio n de produits microbiologiqu ement contaminés |
1 |
3 |
3 |
|
|
|
Présence de contaminants chimiques dans la formule |
Méthode Non-respect des règles de recyclage et d’identification des produits à recycler |
1 |
3 |
3 |
Nettoyage et désinfection des locaux et des équipements Compétence et hygiène des membres du personnel Services généraux – air, eau, énergie Qualification et maintenance des équipements |
|
|
Mélange de produits |
Méthode Non-respect des règles de recyclage et d’identification des produits à recycler |
1 |
2 |
2 |
Nettoyage et désinfection des locaux et des équipements Compétence et hygiène des membres du personnel Services généraux – air, eau, énergie Qualification et maintenance des équipements |
Planning de recyclage Planning de fabrication Identification des produits concernés Formation du personnel Enregistrement des anomalies et gestion des non-conformités |
Description des CCP et des points d'attention
Tableau récapitulatif
|
Description |
Activité |
Etape du process |
Dangers à maîtriser |
Dispositifs de surveillance |
Limite critique / Valeur cible |
Corrections (Cor) Actions correctives (AC) |
|
AC |
Réduction insuffisante des facteurs antinutritionnels |
Contrôle des paramètres d'extrusion |
Barème Temps / température validé |
Blocage des produits fabriqués (Cor) Traitement du produit non conforme (AC) Remise en conformité du process (AC) |
||
|
AC |
Réduction insuffisante de la charge microbienne |
Contrôle des paramètres du traitement thermique |
Barème Temps / température validé |
Blocage des produits fabriqués (Cor) Traitement du produit non conforme (AC) Remise en conformité du process (AC) |
||
|
Tous |
Présence de contaminants biologiques rendant les intrants non conformes |
Résultats d'analyses ou certificats de conformité systématiques de l'intrant concerné |
Conformité des résultats d’analyses pour les contaminants recherchés |
Refus de l'intrant (Cor) Evaluation de l'impact de la non-conformité sur le produit fini si l'intrant a été mis en œuvre avant la réception des résultats d'analyses (Cor) Demande de signalement au fournisseur en cas de non- conformité réglementaire (Cor) |
||
|
Tous |
Présence de contaminants chimiques non prévus dans les intrants |
Contrôle du nettoyage systématique des installations après réception d'un intrant à risque |
Respect des procédures de nettoyage |
Re-nettoyage des installations de réception (Cor) Evaluation de l'impact du mauvais nettoyage sur le produit fini si la réception a eu lieu malgré le mauvais nettoyage (Cor) |
||
|
Tous |
Présence de produits contenant des contaminants chimiques dans les installations de Stockage et de transfert |
Contrôle des anomalies de fabrication (écarts de poids, défauts d’ouvertures de trappes…) |
Validation par rapport aux tolérances fixées |
Evaluation de l'impact sur le produit fini en cas d’écart aux tolérances fixées. (Cor) |
||
|
AM |
Développement microbiologique (moisissures) des aliments minéraux en granulés |
Suivi des températures de stockage |
Respect des procédures de suivi des températures de stockage |
Ventilation des stocks Evaluation de la conformité microbiologique des produits finis |
||
|
Tous |
Excès ou défaut d’un intrant |
Contrôle et enregistrement du dosage de chaque intrant : nature et quantités réelles |
Validation par rapport aux tolérances fixées et à la réglementation en vigueur |
Evaluation de l'impact de l'écart de dosage en fonction des tolérances (Cor) Traitement du produit non conforme (AC) Remise en conformité du process (AC) |
||
|
AC, AM |
Présence de contaminants chimiques au niveau des presses |
Contrôle du rinçage filières entre chaque formule incompatible |
Validation de la réalisation et de l’efficacité du rinçage |
Evaluation de l'impact sur le produit fini (Cor) Revalidation de l’efficacité des purges (AC) |
||
|
AC, AM, AA |
Développement de contaminants microbiologiques (moisissures) dans les aliments |
Contrôle des températures ou de l’aw |
Respect des procédures de maîtrise de températures ou de l’activité de l’eau (Aw) des produits |
Evaluation de l'impact sur le produit fini (Cor) Traitement du produit non conforme (AC) Remise en conformité du process (AC) |
||
|
AC, AM, PM |
Excès ou défaut d'intrants |
Contrôle et enregistrement du dosage de chaque intrant : nature et quantités réelles |
Validation par rapport aux tolérances fixées et à la réglementation en vigueur |
Evaluation de l'impact de l'écart de dosage en fonction des tolérances (Cor) Traitement du produit non conforme (AC) Remise en conformité du process (AC) |
||
|
Tous |
Présence de contaminants chimiques dans la formule |
Contrôle des opérations de chargement Prise d’échantillons au chargement |
Formule conforme aux exigences clients et à la réglementation en vigueur |
Arrêt / refus du chargement (Cor) Rappel des consignes (AC) |
||
|
Tous |
Aliment non adapté avec risque zootechnique |
Contrôle de la cohérence entre BL et lieu réel de livraison (entreprise / éleveur, site, silo/cuve) |
Information précise sur le BL et identification précise du client (site et silo/cuve) |
Arrêt / refus déchargement (Cor) Evaluation de l'impact en fonction produits livrés (Cor) Procédure de retrait le cas échéant (Cor) Rappel des consignes (AC) |
||
|
Tous |
Présence de contaminants chimiques dans la livraison |
Suivi des enregistrements des moyens de maîtrise mis en place (purges, souffleries…) |
Respect des procédures de maîtrise (quantité de purges…) |
Evaluation de l'impact en fonction produits livrés (Cor) Procédure de retrait le cas échéant (Cor) Rappel des consignes (AC) |
Annexe 1- Dangers
Introduction
Le guide recense des Bonnes Pratiques d’Hygiène et d'application des principes HACCP, c’est-à-dire des mesures de maîtrise permettant de limiter l’introduction, la multiplication et / ou la persistance de dangers potentiellement présents dans l’alimentation des animaux d'élevage producteurs de denrées alimentaires.
Danger : Un agent biologique, chimique ou physique présent dans les denrées alimentaires ou les aliments pour animaux, ou un état de ces denrées alimentaires ou aliments pour animaux, pouvant avoir un effet néfaste sur la santé (Règlement 178/2002).
Quatre types de dangers sont abordés dans ce chapitre. En plus des dangers biologiques, chimiques et physiques, une première approche du danger fraude est proposée. Un 5ème danger, le «danger nutritionnel » dans lequel entreraient les facteurs antitrypsiques, la maîtrise des vitamines ou autres additifs avec une teneur maximale réglementée (concentration ou carence, dénaturation), n'a pas été priorisé à ce stade des travaux.
Le travail d'identification des dangers potentiellement présents dans les aliments pour animaux a été réalisé à partir d'un ensemble de documents disponibles au moment de l'élaboration du guide: données de l'OMSA, de l'ANSES, de l'EFSA, guides de bonnes pratiques d'hygiène et de production des matières premières pour l'alimentation animale, guides de bonnes pratiques d'hygiène en élevage. Les aspects réglementaires, sur la sécurité des aliments pour animaux, sur la santé animale (Loi Santé Animale, arrêté du 3 mai 2022 ) ont également été intégrés.
Cette démarche a abouti à une liste longue des dangers pour l'alimentation animale. Cette liste longue ne doit pas alarmer: cela ne signifie pas que ces dangers soient effectivement présents en alimentation animale. Ce choix de méthode témoigne seulement de la responsabilité et d'une volonté d'anticipation de la part des opérateurs du secteur, les connaissances et la situation épidémiologique étant susceptibles d'évoluer.
Arbre de décision retenu pour établir les listes longues et listes courtes de dangers biologiques et chimiques

Dangers biologiques
Cinq catégories de dangers biologiques associés aux aliments pour animaux ont été considérés ici : bactéries, virus, parasites, impuretés botaniques, agents transmissibles non conventionnels. Deux catégories de dangers chimiques, les mycotoxines et phytotoxines ont été arbitrairement associées aux dangers biologiques notamment en raison de leur production par des champignons ou des plantes.
Les facteurs antinutritionnels ou facteurs de dénutrition sont des composés chimiques, naturels ou synthétiques, qui interfèrent avec l'absorption des nutriments chez l'homme et les animaux. Ils peuvent être spontanément présents dans la plante. Dans le cadre de cette annexe les facteurs antinutritionnels qui interviennent sur la santé animale en limitant l’absorption des nutriments ne sont pas retenus dans la catégorie dangers sanitaires. Ces facteurs antinutritionnels sont toutefois pris en compte dans les étapes de traitement des intrants visant à les réduire ( extrusion, floconnage…).
Exemples de facteur antinutritionnel et végétaux sources :
- Facteurs antitrypsiques : « La graine de soja, source exceptionnelle de protéines et d’acides gras polyinsaturés, contient de nombreux facteurs antinutritionnels (FAN) qui rendent impossible sa consommation sans traitement préalable. Parmi ces FAN, les facteurs antitrypsiques (FAT) réduisent fortement la croissance des monogastriques en perturbant l’assimilation des protéines et le fonctionnement pancréatique. » (OCL 2015, 22(5) D504, c M. Berger et al., Published by EDP Sciences 2015)
https://www.terresinovia.fr/-/reduire-les-facteurs-antitrypsiques-du-soja-par-les-traitements-thermiques - Phytoœstrogènes (isoflavonoïdes et lignanes) : Le grain de lin a la plus forte teneur connue en phytoœstrogènes. Le soja présente également une forte teneur en isoflavonoïdes. La surveillance de ces composés est à recommander sur la graine de lin, les produits issus du soja, le trèfle et la luzerne. Cependant des traitements technologiques comme l’extrusion détruisent les isoflavones (Genovese et al., 2007). Une synthèse publiée en 2013 par Woclawek-Potocka et al. décrit les effets négatifs des phytoœstrogènes issus de graine de soja sur les performances de reproduction des vaches. Des études menées chez la brebis, la chèvre et la truie ont montré la similitude d’action des phytoœstrogènes et de l’œstradiol sur le fonctionnement de la thyroïde et les performances de reproduction (Madej et Lundh, 2007). (Avis Anses Saisine n°2015-SA-0076)
- LISTE LONGUE: Identification des dangers biologiques et chimiques issus des végétaux (mycotoxines, phytotoxines)

| Agents Transmissibles Non Conventionnels (ATNC) | Prions, Encephalites Spongiformes Transmissibles, Encephalite Spongiforme Bovine |
| Bactéries |
Bacillus cereus, Campylobacter, Clostridium botulinum, Cronobacter, Escherichia coli, Erysipelothrix rhusiopathiae_Maladie du rouget, Listeria monocytogenes, Salmonella, Staphylococcus aureus, |
| Impuretés botaniques | Amaranthe à racine rouge, Chénopode blanc, Cascavelle jaune, Datura, Galega officinal, Porcelle enracinée, Mercuriale vivace, Millepertuis, Morelle noire, Sénéçon du Cap, Sénéçon de Jacob |
| Mycotoxines | Aflatoxine B1/B2/G1/G2, Ergot de seigle (Claviceps purpurea et alcaloïdes), Fumonisines, Ochratoxines, Trichothécènes A-T2-HT2/DAS, Trichothécènes B-DON/NIV/FX, Zéaralénone, Citrinine, Sterigmatocystine, Enniatines A et B, Moniliformine, Patuline, Fusaproliférine, Acide fusarique, Toxines d'alternaria (Alternariol (AOH, monométhyl éther d’alternariol (AME), l'acide ténuazonique (TeA), l'alténuène (ALT)) et les altertoxines |
| Parasites | Anisakis |
| Phytotoxines ou toxines endogènes des plantes | Alcaloïdes tropaniques (Atropine et scopolamine), Alcaloïdes pyrrolizidiniques ( Echimide, Europine, Héliotrine, Lasiocarpine, Lycopsamine, Lycopsamine, Monocrotaline, Rétrorsine, Sénécionine, Sénéciphylline, Senkirkine, Trichodesmine, Indicine, Intermédine), acide cyanhydrique, acide érucique, essence volatile de moutarde (Isothiocyanate d'allyle), gossypol, linamarine, théobromine, vinylthiooxazolidone |
| Virus | Ruminants: Virus de la peste bovine, Virus de la peste des petits ruminants, Suidés: Virus de la Diarrhée Epidémique Porcine (DEP), Virus de la FPA ou Peste Porcine Africaine PPA, Virus de la Peste Porcine Classique PPC, Entérovirus Picornaviridae (maladie vésiculeuse du porc), Virus Nipah. Volailles: Herpesviridae (Peste du canard), Virus ND responsable de la maladie de Newcastle, Influenza Aviaire Hautement Pathogène Lapin: Virus de la maladie hémorragique du lapin (VHD ou RHD) Aquacole : Virus de la tête jaune (YHD) |
2. LISTE COURTE

| ATNC | Prions, Encéphalites Spongiformes Transmissibles, Encéphalite Spongiforme Bovine |
| Bactéries |
Campylobacter Listeria monocytogenes Salmonella Staphylococcus aureus, spécificité MP laitières. |
| Impuretés botaniques |
Datura |
| Mycotoxines |
Aflatoxines B1/B2/G1/G2 Ergot de seigle (Claviceps purpurea et alcaloïdes) Fumonisines Ochratoxines Trichothécènes A-T2-HT2/DAS Trichothécènes B-DON/NIV Zéaralénone Citrinine, Sterigmatocystine, Enniatines A et B, Moniliformine Patuline |
| Parasites | Anisakis, spécificité matières premières à base de poissons concernés par le parasite |
| Phytotoxines ou toxines endogènes des plantes |
Alcaloïdes tropaniques (Atropine et scopolamine) Acide cyanhydrique Gossypol Essence volatile de moutarde Théobromine |
| Virus | Influenza Aviaire Hautement Pathogène Virus de la Diarrhée Epidémique Porcine (DEP) Virus de la FPA ou Peste Porcine Africaine PPA Virus de la Peste Porcine Classique PPC, Virus de la maladie hémorragique du lapin (VHD ou RHD) |
3. RISQUES COUPLES CONTAMINANTS MATIERES PREMIERES
La probabilité/fréquence d’apparition du danger a été caractérisée par la notation suivante :
| 1 |
Mycotoxines: résultats des plans de surveillance professionnels systématiquement inférieurs aux 2/3 des seuils réglementaires ou aux seuils professionnels lorsqu'il en existe. Bactériologique: non détecté dans les plans de surveillance professionnels. |
| 2 |
Mycotoxines: résultats des plans de surveillance professionnels exceptionnellement supérieurs aux 2/3 des seuils réglementaires ou des seuils professionnels mais inférieurs aux seuils réglementaires ou aux seuils professionnels lorsqu'il en existe. Bactériologique: détection régulière de germes non réglementés et non concernés par des recommandations professionnelles (par exemple détection de Listeria hors monocytogenes). |
| 3 |
Mycotoxines: résultats des plans de surveillance professionnels régulièrement supérieurs aux 2/3 des seuils réglementaires ou des seuils professionnels et exceptionnellement supérieurs aux seuils réglementaires ou aux seuils professionnels lorsqu'il en existe et/ou consensus professionnel sur une probabilité d'apparition significative. Bactériologique: détection régulière de germes réglementés sans générer de non-conformité réglementaire ou de germes non réglementés concernés par des recommandations professionnelles. |
| 4 |
Mycotoxines: résultats des plans de surveillance professionnels régulièrement supérieurs aux seuils réglementaires ou professionnels lorsqu'il en existe. Bactériologique: détection régulière de germes réglementés générant une non-conformité réglementaire |
La gravité du danger a été caractérisée par la notation suivante :
| 1 | Impact non étayé |
| 2 |
Impact sur la performance |
| 3 | Impact sur la santé animale ou non-conformité réglementaire |
| 4 | Impact sur la santé humaine via la consommation de produits animaux |
Matrice de criticité et détermination du niveau de risque acceptable (Risque = Probabilité x Gravité) :
Gravité →↓Probabilité |
1 | 2 | 3 | 4 | ||
| 1 | 1 | 2 | 3 | 4 |
Risque non significatif : Des bonnes pratiques permettent de maîtriser la conformité des intrants comme la sélection et l’évaluation des fournisseurs. |
|
| 2 | 2 | 4 | 6 | 8 |
Risque à surveiller : Un plan d’analyses interprofessionnel et/ou de la responsabilité du fabricant sur les contaminants concernés permettra de vérifier l’efficacité des mesures de maîtrise existantes. |
|
| 3 | 3 | 6 | 9 | 12 |
Risque prioritaire : Des mesures de maîtrise spécifiques chez le fournisseur ou le fabricant d’aliments serviront à garantir la maîtrise des contaminants identifiés. Un plan d’analyses interprofessionnel et/ou de la responsabilité du fabricant sur les contaminants concernés permettra de vérifier l’efficacité des mesures de maîtrise existantes. |
|
| 4 | 4 | 8 | 12 | 16 |

| (a) A moduler en fonction des zones géographiques d'approvisionnement, concerne les produits d'importation |
| (b) Occurrence dans grains et ensilage de maïs EFSA |
| (c) Présence du champignon producteur |
La proposition ci-dessus est générique. La gravité de la présence de mycotoxines peut varier selon les espèces destinataires de l'aliment.
|
|
DON |
ZEA |
T2HT2* |
FUMO |
ERGOT |
AFLA |
OTA |
|
Porc |
Fort |
Fort |
Fort |
Fort |
Fort |
Faible |
Faible |
|
Volailles de reproduction |
Modéré |
Modéré |
Modéré |
Modéré |
Faible |
Modéré |
Faible |
|
Volailles ponte |
Faible |
Faible |
Faible |
Faible |
Modéré |
Fort |
Faible |
|
Vaches laitières |
Faible |
Faible |
Faible |
Faible |
Modéré |
Fort |
Faible |
|
Autres bovins, ovins, caprins |
Faible |
Faible |
Faible |
Faible |
Modéré |
Faible |
Faible |
|
Chevaux |
Faible |
Faible |
Faible |
Modéré |
Fort |
Faible |
Faible |
|
Autres animaux |
Faible |
Faible |
Faible |
Faible |
Faible |
Faible |
Faible |
L'analyse des risques pour les virus tiendra compte de la circulation de ce virus dans les zones d'approvisionnement en matières premières animales de l'espèce concernée ou des matières premières végétales pouvant avoir été au contact d'animaux infectés.
Dangers chimiques
Dangers physiques
Il est apparu nécessaire en préambule de définir la notion de dangers physiques.
Sur la base des éléments retenus
- par l’OMSA (anciennement OIE) dans le Code sanitaire pour les animaux terrestres version 2021,
- par l’ANSES dans la « Fiche outil_Dangers physiques dans les aliments : Corps étrangers_ Juin 2014 »,
- par l’IFIP_ dans sa publication « Dangers chimiques et physiques : Prise en compte dans le système HACCP et les bonnes pratiques d’Hygiène »,
et du fait que les dangers physiques en alimentation animale peuvent constituer essentiellement un danger pour la santé animale, sans répercussion sur la santé humaine, les professionnels du secteur de la nutrition animale ont proposé la définition ci-après.
Définition du danger physique en alimentation animale : Toute particule de matière, macroscopique, susceptible d’entraîner un effet néfaste sur la santé de l’animal.
|
Radionucléides- spécificité et place dans ce guide Le ministère de l’agriculture et de l’alimentation dans l’instruction surveillance sanitaire des denrées animales et végétales et des aliments pour animaux_Bilan 2020 PSPC, précise que les radionucléides sont des contaminants à caractère physique en raison de l’émission de particules radioactives à effet néfaste possible sur l’organe cible. La définition des dangers physiques retenue dans ce guide en cohérence avec les éléments précités ne couvre pas ce type de danger, sur lequel ne sera pas proposée d’analyse de risque. Selon les spécificités, les professionnels pourront se référer aux textes réglementaires ou instructions techniques : [13-01] à [13-04] |
1. Liste longue des dangers classés par corps étrangers
|
Dangers |
Sources |
|
Matières étrangères végétales |
Endogènes ou exogènes |
|
Fragments d’os |
Endogènes |
|
Bois |
Endogènes ou exogènes |
|
Métal
|
Endogènes ou exogènes |
|
Pierre, cailloux |
Endogènes ou exogènes |
|
Plastique
|
Endogènes ou exogènes |
|
Verre
|
Endogènes ou exogènes |
|
Autres provenant de la main d’œuvre
|
Exogènes |
Des contaminants tels qu’insectes, plumes ou poils d’animaux listés comme corps étrangers dans la fiche Anses dangers physiques, ne sont pas retenus dans cette liste longue. Ils ne constituent pas un danger physique au sens de la définition retenue. Ces corps étrangers n’ont pas un impact mécanique mettant en danger l’intégrité de l’animal (coupure, étouffement, blocage de la digestion, …). Ces corps étrangers ne sont pas attendus par le client, ils peuvent poser question sur l’hygiène car éventuellement porteurs de dangers biologiques.
Les matières premières végétales non désirées n’ont pas été retenues dans la liste longue. Ces corps étrangers n’ont pas un impact mécanique mettant en danger l’intégrité de l’animal (coupure, étouffement, blocage de la digestion, …). La toxicité des végétaux est évaluée dans les dangers biologiques.
Les dangers pris en compte peuvent avoir pour conséquence, en fonction de leur caractéristique (taille, arêtes saillantes, etc, ) et de l’espèce destinataire :
- Coupure
- Etouffement
- Infection
Dans l’analyse HACCP type, proposée dans ce guide, en raison de l’absence de données sur les tailles de matière macroscopique, susceptibles d’entraîner un effet néfaste sur la santé de l’animal la gravité des dangers physiques est cotée de manière générique à un niveau 2, conséquence sur la performance de l’élevage.
Cette analyse générique n’a toutefois pas pour vocation de se substituer à l’analyse propre à l’entreprise qui aura sa propre cotation des risques liée à ses fournisseurs, ses pratiques, son outil industriel, les espèces destinataires, ... .
2. Agents physiques par intrants
|
Couples matières premières_corps étrangers endogènes |
|
|
|
|
Selon l’avis de l’Agence nationale de sécurité sanitaire de l’alimentation, de l’environnement et du travail relatif à l’ «évaluation de risques liés aux pratiques de déballage mécanique des anciennes denrées alimentaires et valorisées en alimentation animale », la présence de fragments résiduels (particules pouvant être du verre issu de bouteilles, du métal issu de boites de conserves ou de canettes, du plastique souple ou rigide) ne peut être exclue et peut représenter un danger physique pour les animaux. Les effets adverses chez les espèces animales consommatrices de ces ADA, liés à la présence potentielle de ces dangers physiques ont été envisagés : traumatisme, perturbation du transit ou inflammation de la muqueuse digestive. En l’absence de données sur les animaux, le GT estime qu’il n’est pas possible de conclure sur le danger traumatique lié à la taille des particules. Risque de perturbation du transit digestif, estimé pour plastique, métal, verre En raison de ces éléments la matrice ADA ne sera pas retenue dans ce guide comme source de danger physique. |
|
MP animales |
Fragments d’os. Les sous-produits animaux font l’objet d’une réglementation très précise & [06-01] à [06-06]. L'utilisation de matières d'origine animale dans les aliments pour animaux fait l’objet de restrictions légales. |
Une analyse de risque des dangers physiques sur intrant est proposée de manière générique au chapitre 5.
3. Agents physiques par étapes de production
Recommandation ANSES (fiche dangers physiques dans les aliments), établir à toutes les étapes de transformation, les conditions dans lesquelles des corps étrangers sont susceptibles d’être introduits accidentellement dans les denrées.
La maintenance des équipements entre dans le programme des pré-requis. La perte d’’intégrité des matériels peut engendrer la présence de corps étrangers à toute étape de fabrication.
|
Etapes du procédé de fabrication & corps étrangers exogènes |
|
|
Réception des intrants |
Espace ouvert sur l’extérieur, corps étrangers présents dans l’environnement apportés par Matériel : Pièces métalliques véhicules, matériel de contrôle, Milieu : Pierres, nuisibles, verres, le verre lié à la présence de luminaire sera valable pour toute partie du process ouverte sur l’environnement Main d’œuvre : Chute de corps étrangers (bijoux, effets personnels, matériel) lors de travaux sur zone Matières premières : emballage (carton, plastique, ficelle) |
|
Stockage/transfert |
Matériel : Métaux provenant de la perte d’intégrité des équipements |
|
Broyage |
|
|
Laminage, floconnage, extrusion, tannage |
|
|
Dosage, poste incorporation manuel |
Main d’œuvre : Chute de corps étrangers à l’incorporation des intrants (cutteur, bijoux, outils de manutention) |
|
Granulation |
Matériel : Métaux provenant de la perte d’intégrité des équipements |
|
Conditionnement |
Matériel : Métaux provenant de la perte d’intégrité des équipements, aiguille par exemple pour les sacs cousus Main d’œuvre : Chute de corps étrangers au conditionnement (cutteur, bijoux, outils de manutention) |
|
Chargement |
Matériel : Métaux provenant de la perte d’intégrité des équipements, Main d’œuvre : Chute de corps étrangers au chargement (balai, outils de manutention, de prélèvement) |
|
Livraison |
Méthode : présence de pierres, cailloux, bois, plastique selon précédents chargements |
|
Recyclage |
Méthode : Si recyclage , déconditionnement, vidage ou une reprise client : bois, pierres, cailloux, plastique, verre, métaux |
Pour information, à titre d’exemple, en usine de nutrition animale, les opérations suivantes peuvent réduire le risque de présence de corps étrangers de manière directe ou indirecte :
_ Directement
- Tamisage ou bluterie sur les matières premières à réception ou avant broyage : Ces opérations sont, de préférence, appliquées à des matières premières en graines telles que céréales ou oléoprotéagineux. Il s’agit d’opérations de tamisage en continu sur planchister ou rotatif permettant d’élimination des grosses particules de taille supérieurs aux graines ciblées : Pierres, plastiques, métaux, …. Les résidus de ces tamisages sont détruits.
- Magnétique: Il s’agit d’éliminer du procédé de fabrication les éléments ferromagnétiques. Les métaux non magnétiques (aluminium, inox) ne seront pas éliminés. Il en est de même pour les particules magnétiques trop fines (taille des particules selon la puissance et la position du magnétique) mais qui ne présenteraient pas forcément directement un risque pour les animaux. Le flux de produits est réparti en fines couches longitudinales (rideau). Ce rideau passe sur un magnétique, destiné à l’élimination des éléments ferromagnétiques. La performance de ce magnétique dépend de la puissance du champ généré et de l’épaisseur du rideau de produit. Par exemple en alimentation du broyeur, le rideau de grains tombe sur le magnétique selon une pente qui le conduirait, naturellement, vers l’extérieur du circuit. Cependant, il est aspiré par la dépression réalisée dans le broyeur. Dans ce cas le magnétique est placé dans l’objectif principal de protéger le broyeur des corps étrangers. Il existe deux types de magnétique. Les magnétiques alimentés électriquement se nettoient par un système de bascule et coupure du courant. Les magnétiques non alimentés électriquement se nettoient par une intervention manuelle.
- Epierreur : système d’aspiration du rideau de produit et d’éjection des particules les plus denses qui correspond à une sélection densimétrique. Les particules les plus denses ne sont pas aspirées et sont ainsi sorties du procédé. La performance d'un épierreur dépend de l’orientation du flux d’air et de sa vitesse en regard de la densité des grains sur lesquels il s’applique. Un débit d’air trop faible conduit à la perte de trop de grains avec les pierres.
_Indirectement
- Broyeur: par nature, cet appareil va casser toutes les particules à sa portée. Les grosses particules qui auraient passé les étapes antérieures de tamisage, magnétique et épierreur éventuels, seront alors soit pulvérisées si elles sont suffisamment friables, soit généreront un blocage/dysfonctionnement du broyeur. La grille du broyeur permettra cependant de retenir les particules de taille supérieure à la grille, elle constitue un obstacle.
- Granulation: La granulation, par le passage au travers d’une filière, d’une compression, et une mise en forme (petits cylindres de quelques millimètres) constitue également un obstacle à la transmission de corps étrangers de taille significative pouvant présenter un risque pour les animaux.
Danger de fraude
Protection contre la fraude dans le secteur de la nutrition animale
La définition retenue dans le cadre ce GBP est la suivante: Fraude : Acte intentionnel perpétré dans le but d'obtenir un gain économique.
Les cas de fraudes peuvent avoir des impacts sanitaires, financiers et médiatiques importants pour les entreprises du secteur de la nutrition animale.
- La sécurité sanitaire des aliments pour animaux n'est plus garantie lorsque des substances interdites sont ajoutées aux aliments avec des conséquences sur la santé animale et humaine.
- Les conséquences économiques d’une fraude peuvent nuire gravement à l'entreprise : perte de confiance des clients et chute du chiffre d'affaires.
- Les atteintes à la réputation et à l'image peuvent nuire l’entreprise ou à l’ensemble de la filière.
Nous partons du principe que tous les utilisateurs de ce GBP ont une volonté et un engagement de conformité vis à vis de leurs clients. La seule fraude envisagée et dont on souhaitera se prémunir est une fraude associée aux fournisseurs.
Types de fraudes dans l’alimentation animale
La fraude dans le secteur de la nutrition animale se produit lorsque des aliments pour animaux, des ingrédients pour aliments pour animaux, des emballages d'aliments pour animaux, des étiquettes ou des informations sur les produits sont intentionnellement remplacés, ajoutés, manipulés ou déformés, ou lorsque des allégations fausses ou trompeuses sont faites sur un produit avec comme objectif principal un gain économique.
|
Types de fraude dans l'alimentation animale |
Procédés |
|
Dilution |
Un produit de qualité inférieure est ajouté à l'aliment. |
|
Substitution |
L'aliment ou certains composants sont remplacés par un produit de qualité inférieure. |
|
Dissimulation |
La qualité de l'aliment est inférieure à celle convenue dans le contrat et n'est pas communiquée au client. |
|
Etiquetage incorrect |
Les informations concernant la composition ou l'origine de l'aliment ont été déclarées de manière erronée ou ne répondent pas aux exigences légales. |
|
Ajouts non appropriés |
Des substances non approuvées sont ajoutées à l'aliment. |
|
Falsification |
Le nom de la marque, l’emballage, la recette, la méthode de traitement… des aliments pour animaux sont imités et/ou copiés. |
Déployer un plan de maîtrise de la Fraude dans le secteur de la nutrition animale
Afin de minimiser le risque de fraude auquel peut être confrontée l’entreprise, il convient de mettre en place une évaluation du risque qui peut s’appuyer sur 5 grandes étapes :
- Déterminer les matières exposées au risque de fraude,
- Analyser le niveau de risque pour chaque couple matière / fournisseur, sur la base d’une règle de décision simple, objective et répétable conduisant à la détermination d’un niveau de risque fraude,
- Définir les mesures de maîtrise et de contrôle adaptées selon les critères identifiés comme préoccupants,
- Evaluer le niveau d’application de ces mesures et déclencher les actions correctives pertinentes le cas échéant,
- Mettre en place une veille sur la fraude alimentaire et actualiser son analyse à fréquence définie.
Exemples de critères pouvant être pris en compte pour évaluer le risque de fraude :

- Sensibilité matière : Le système Rapid Alert Européen (RASFF) est une source pertinente afin d’identifier de nouveaux cas de fraudes, d’évaluer l’occurrence d’une fraude et de mettre à jour, à intervalle planifié, son évaluation des risques. https://webgate.ec.europa.eu/rasff-window/screen/search . L'historique de fraude sur une matière, donnera un indice de vulnérabilité à la fraude de cette matière.
- Valeur : Le coût, la valeur, le cours de la matière première sur le marché en lien avec la rareté, la disponibilité de la matière première donnent des indices de vulnérabilité à la fraude . Des prix situés au-dessous du prix de marché, des prix anormalement stables par rapport à ceux de la concurrence, des prix d'ingrédients dont la production entière provient d’une région ou dont la production est saisonnière, qui restent stables après un désastre naturel ou une récolte pauvre, peuvent faire suspecter une fraude.
- Circuit : La complexité, l'opacité du circuit d'approvisionnement à travers la distance, le nombre de négociants, de transformateurs intermédiaires impactant la traçabilité de la matière donnent des indices de vulnérabilité. La vulnérabilité est liée au degré de maîtrise que possèdent les différentes parties prenantes concernées par la prévention de la fraude.
- Fournisseur : Le niveau de relation avec le fournisseur ( ancienneté, proximité, constance de la qualité, fréquence d’apparition de questions concernant la qualité et la sécurité alimentaire et avec quelle rapidité elles ont été entièrement résolues) donnera un indice de vulnérabilité à la fraude.
- Origine : La probabilité qu’une fraude soit commise est plus grande dans les pays sous forte pression politique et sociale, dans les pays où l’instabilité politique ou la prévalence de corruption sont plus présentes, dans les pays dont le cadre réglementaire est peu avancé. En outre, plus le produit passe par des régions différentes plus le risque est grand.
- Détection : Le niveau de difficulté à détecter la fraude, sur l'aspect visuel, la disponibilité analyses physicochimiques peut être un critère.
- Distinction : Un label, un signe distinctif de qualité, une allégation de variété, un statut, une identité préservée, des ingrédients de marque déposée spécifique.
Exemples de mesures de prévention
Les actions visent à dissuader les pratiques frauduleuses ou à éviter les pratiques inappropriées de fournisseurs susceptibles de compromettre les aliments pour animaux fabriqués. La majorité de ces mesures seront applicables avant l’entrée des produits, voire avant leur achat, D'autres mesures seront prises au moment de la réception.
Les mesures de maîtrise ou combinaisons de mesures de maîtrise peuvent être mises en place en fonction du niveau de risque identifié.
- Prise en compte du risque fraude dans l'évaluation du fournisseur via un questionnaire, audit à distance/papier, audit sur place, ...
- Vérification de la traçabilité,
- Contrôle visuel à réception,
- Plan d'échantillonnage, analyses réalisées par l'entreprise, résultats d'analyses du fournisseur.
Fiche pratique contaminants biologiques
Listeria monocytogenes
|
|
Listeria monocytogenes est un bacille à coloration de Gram positive responsable d’infections |

Listeria monocytogenes est également un agent pathogène des ruminants, chez lesquels elle provoque des troubles nerveux, des avortements, voire des septicémies, avec des taux de mortalité pouvant atteindre les 100 % (Anses 2012b). L’espèce Listeria ivanovii est aussi occasionnellement responsable d’encéphalites chez les ruminants (Brugère-Picoux 2008). Chez ces animaux, la majorité des cas de listériose survient après l’ingestion d’aliments contaminés. Concernant la faune
sauvage, l’ONCFS49 indique que les lièvres et les lapins sont très sensibles à Listeria sp., alors que les oiseaux sont plutôt des porteurs sains.Dangers microbiens liés aux matières premières végétales utilisées en alimentation animale_Avis révisé de l’Anses_Rapport d’expertise collective révisé_Mai 2020
La littérature pointe les ensilages comme les aliments pour animaux les plus souvent et fortement contaminés, en Listeria monocytogenes.
Listeria monocytogenes peut également être présente dans d’autres aliments ou matières premières comme le foin, les aliments concentrés (céréales, graines oléagineuses) ou les « mix minéraux » (Biswas et al. 2016, Husu 1990). Le niveau de contamination est toutefois bien moindre que dans les ensilages défectueux. Ces aliments ne présentent donc probablement pas de danger direct pour les animaux,..
Dangers microbiens liés aux matières premières végétales utilisées en alimentation animale_Avis révisé de l’Anses_Rapport d’expertise collective révisé_Mai 2020
Les aliments granulés dont le niveau d'activité de l'eau (aw) est faible et dont le process engendre des élévations thermiques ne semblent pas favorables à la croissance, ou à la survie à long terme de Listeria monocytogenes.
Fiche pratique contaminant biologique _ salmonelles
Salmonella _ Carte d'identité
Principale cause de maladies diarrhéiques dans le monde
Bactéries (Gram-) responsable de salmonellose
Famille : Enterobacteriaceae

Tous les sérotypes sont potentiellement pathogènes pour l’Homme.
Certains sérotypes sont plus spécifiques ou plus adaptés à une ou quelques espèces animales
Exemples : S. Gallinarum & volailles ; S. Choleraesuis & porcs ; S. Dublin & bovins
Les données du Réseau Salmonella montrent que les sérovars les plus fréquemment retrouvés dans les aliments composés destinés aux volailles (toutes filières confondues) pour la période 2009-2015, sont : S. Mbandaka (10 %), S. Anatum (10 %), S. Senftenberg (7 %), S. Agona (6 %) et S.1,3,19:z27:- (5 %).
Par ailleurs, il convient de faire une différence entre les aliments destinés aux volailles « chair » et « ponte » qui peuvent être sous forme de farines, de granulés ou de miettes, et ceux destinés aux volailles reproductrices, qui, quelle que soit leur forme de présentation, sont thermisés dans des usines agréées. Les résultats obtenus par les enquêtes Oqualim, pour la période 2009-2015, ont permis la détection de S. Hadar et de S. Typhimurium dans, respectivement, un et trois échantillons d’aliments destinés aux poules pondeuses (sur 7 338 échantillons analysés). Le sérovar S. Virchow a également été mis en évidence sur un échantillon d’aliment thermisé destiné aux poules reproductrices (sur 4 560 échantillons analysés). Bien que la part des sérovars réglementés reste faible parmi l’ensemble des sérovars isolés dans les aliments pour volailles (proportion relative inférieure à 2 %), ils sont néanmoins retrouvés tout au long de la chaîne de production. Plusieurs données bibliographiques confortent cette observation, et il ressort des études que S. Typhimurium et S. Enteritidis sont les principaux sérovars identifiés à tous les maillons des filières avicoles. Cependant, seule une caractérisation des isolats par un typage moléculaire adapté permet de démontrer que l’alimentation animale est une voie d’introduction des sérovars réglementés dans les filières de production avicole. (...) L’aliment est donc une source possible, mais pas majeure, de contamination de ces filières par ces sérovars règlementés."Avis de l’Anses_Saisine n° 2016-SA-0029 _Saisine liée n° 2016-SA-0037

Caractéristiques de survie et de croissance des salmonelles
|
Paramètres |
Survie (valeurs extrêmes) |
Croissance |
|
|
Optimum |
Extrêmes |
||
|
Température (°C) |
– 23 (beurre) |
35 - 37 |
5 - 50 |
|
pH |
/ |
7 - 7,5 |
3,8 - 9,5 |
|
aw |
0,3 - 0,5 (chocolat) |
0,99 |
0,94 - > 0,99 |
Voies d’exposition
Le principal réservoir des salmonelles est l'animal, tractus gastro-intestinal des mammifères (porcs, bovins) et des oiseaux (y compris les volailles domestiques). Certaines souches peuvent également être isolées d’autres sources, telles que les animaux à sang froid (reptiles, tortues) et les animaux aquatiques (mollusques, poissons). Les salmonelles présentes dans les matières fécales des animaux, peuvent contaminer les pâturages, les sols et l’eau et y survivre pendant plusieurs mois.
Les salmonelles présentes dans les matières premières sont susceptibles de se retrouver dans les aliments pour animaux. De ce fait, l’aliment peut être une source d’introduction de salmonelles dans les élevages. Certaines salmonelles pathogènes (sérotypes Enteritidis, Typhimurium, Infantis, Hadar, Virchow = 5 principales à l’époque de la rédaction de règlement (CE) n°2160/2003) présentes dans les denrées alimentaires d’origine animale sont impliquées, chez l’Homme, dans des toxi- infections alimentaires.
L’homme est le seul réservoir du sérovar Typhi.
En conclusion, concernant la situation française, la contamination par Salmonella spp. des matières premières végétales et des aliments composés demeure un évènement rare (taux de contamination de l’ordre de 1 à 2 %). Cette contamination, même rare, peut néanmoins entraîner celle des animaux et de leur environnement et, par voie de conséquence, celle des aliments destinés à l’Homme. Toutefois, les données issues des bilans de surveillance, basées à l’heure actuelle sur l’analyse phénotypique des sérovars isolés, ne sont pas suffisantes pour objectiver et quantifier précisément la part liée à l’alimentation animale de transmission de Salmonella spp. aux autres maillons de la chaîne alimentaire. "
Avis de l’Anses_Saisine n° 2016-SA-0029 _Saisine liée n° 2016-SA-0037
Salmonellose
Les sérotypes de salmonelles non typhiques causent, dans certaines conditions, la salmonellose, l’un des principaux syndromes gastroentériques d’origine bactérienne dans les pays industrialisés. D’autres sérotypes sont à l’origine des fièvres typhoïdes (S. Typhi et S. Paratyphi A, B et C).
Les salmonelloses humaines non typhiques sont la deuxième maladie bactérienne d’origine alimentaire la plus fréquemment signalée en Europe, après les campylobactérioses. L’importance relative de la transmission de l’infection à Salmonella spp par la voie alimentaire est estimée à 96 %, principalement du fait de la consommation d’aliments contaminés d’origine animale, crus ou insuffisamment cuits.

 Les salmonelloses humaines non typhiques sont considérées comme des maladies zoonotiques. La transmission à l’Homme se fait essentiellement par consommation d’aliments contaminés crus ou peu cuits. La part de transmission par voie alimentaire est estimée à 95 % pour les salmonelles non-typhiques et à 80 % pour les salmonelles typhiques. La transmission des salmonelles non-typhiques à l’Homme peut aussi être directe, interhumaine ou par contact avec des animaux infectés. La transmission de Salmonella Typhi et Paratyphi se fait de personne à personne ou par consommation d’eau ou d’aliments contaminés par des selles de personnes infectées.
Les salmonelloses humaines non typhiques sont considérées comme des maladies zoonotiques. La transmission à l’Homme se fait essentiellement par consommation d’aliments contaminés crus ou peu cuits. La part de transmission par voie alimentaire est estimée à 95 % pour les salmonelles non-typhiques et à 80 % pour les salmonelles typhiques. La transmission des salmonelles non-typhiques à l’Homme peut aussi être directe, interhumaine ou par contact avec des animaux infectés. La transmission de Salmonella Typhi et Paratyphi se fait de personne à personne ou par consommation d’eau ou d’aliments contaminés par des selles de personnes infectées.
Chez l’animal, les salmonelloses se caractérisent, dans la plupart des cas, par du portage asymptomatique. Quelques formes cliniques ont été cependant recensées dans la bibliographie, le plus souvent liées à certains sérovars plus fréquemment retrouvés chez certaines espèces. A titre d’exemple, les études bibliographiques soulignent l’importance de S. Typhimurium et S. Dublin dans les cas de salmonelloses digestives et abortives chez les bovins. Chez le porc, les sérovars S. Typhimurium et S. Derby sont souvent décrits comme pouvant être responsables de diarrhées associées à de l’hyperthermie pendant la période de post-sevrage et d’engraissement. Quant aux filières avicoles, les biovars Gallinarum et Pullorum du sérovar S. Gallinarum sont responsables de la typhose et la pullorose, deux maladies aviaires inscrites en tant que dangers sanitaires de catégorie 2."
Avis de l’Anses_Saisine n° 2016-SA-0029 _Saisine liée n° 2016-SA-0037
La réglementation applicable [03-01, 03-02, 03-03].
Le règlement (CE) n°183/2005 « Feed Hygiene » fixe les règles générales en matière d’hygiène et de traçabilité des aliments pour animaux, ainsi que les conditions d’agrément des établissements. De plus, le règlement (CE) n°2160/2003 « zoonoses » demande de maîtriser le risque de transmission de Salmonella par les aliments pour animaux dans le cadre des programmes nationaux de contrôle des salmonelles, en particulier à l’étage « reproduction » des espèces Gallus gallus et Meleagris gallopavo. L’arrêté du 23 avril 2007 relatif aux agréments et autorisation des établissements du secteur de l'alimentation animale institue l’agrément salmonelle pour les aliments destinés aux reproducteurs des espèces Gallus gallus et Meleagris gallopavo, pour les élevages de plus de 250 volailles.
Pour les matières premières d’origine animale, les critères microbiologiques définis dans l’Annexe X du Règlement (UE) n°142/2011 sont directement appliqués. Pour les matières premières d’origine végétale ainsi que pour les aliments composés destinés aux animaux producteurs de denrées alimentaires (autres que les volailles reproductrices des espèces Gallus gallus et Meleagris gallopavo), aucun critère microbiologique n’est actuellement défini.
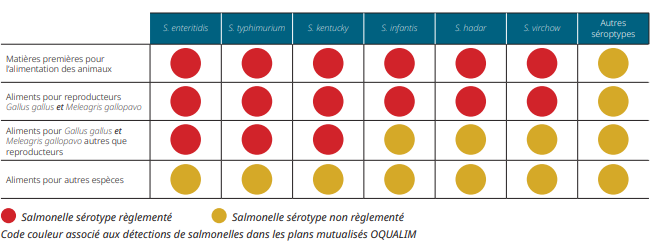
Les moyens de maîtrise pour les fabricants d’aliments
Voies d’introduction de Salmonella spp. dans les aliments pour animaux : considérations générales
Matières premières
Du fait de l’écologie de Salmonella spp. et de son caractère ubiquitaire, la contamination des matières premières peut se produire à toutes les étapes, depuis la récolte jusqu’à l’incorporation dans l’aliment composé.
Concernant les matières premières importées, transportées majoritairement par bateaux et déchargées dans des ports, cette contamination peut être effective depuis le chargement du navire dans le pays exportateur, jusqu’à la livraison aux usines de fabrication ou dans les élevages. Eu égard aux conditions de transport, de déchargement et de stockage des matières premières, les animaux nuisibles (rongeurs, oiseaux et insectes) apparaissent comme des vecteurs potentiels de Salmonella spp., car ils peuvent s’introduire dans les cales des navires, les silos exposés ou dans les magasins d’entreposage. De plus, l’accumulation de poussières et de dépôts de matières premières, au niveau des installations mécanisées des bandes transporteuses et des tours de manutention, peut être également une source de contamination
et de multiplication. Une mauvaise gestion de la température, de l’humidité et de la ventilation des cellules de stockage peut engendrer la formation d’aérosols et de gouttes de condensation qui sont des milieux propices à la multiplication de Salmonella spp. Des contaminations peuvent également se produire au niveau des camions de livraison mal nettoyés et désinfectés. Enfin, le personnel est un vecteur de contamination par Salmonella spp. à toutes les étapes de la chaîne, d’où la nécessité d’une formation des opérateurs aux bonnes pratiques d’hygiène et de production (Beroff et al., 1999a).
La fabrication des aliments composés
L’analyse des bulletins de synthèse de Tecaliman, des études bibliographiques ainsi que l’audition de professionnels, ont permis d’identifier les principales sources potentielles de contamination, par Salmonella spp., dans une usine de fabrication d’aliments composés. Ainsi, les matières premières entrantes, quelle que soit leur origine, sont susceptibles d’apporter une contamination initiale dans l’usine. De même, les camions de transport des matières premières peuvent être une source d’entrée de Salmonella spp. Ainsi, selon une étude menée par Qualimat, 2 % des prélèvements réalisés sur les bâches et 5 % de ceux réalisés sur les surfaces intérieures de portes des camions, étaient contaminés par Salmonella spp.
Cependant, « il n’est pas certain que l’effet camion soit important par rapport à la contamination des matières premières » (Tecaliman, 2002). Les filtres des fosses de réception sont également des points où les contaminations sont les plus probables car ils sont exposés au passage de toutes les matières premières d’une part, et aux variations des conditions atmosphériques d’autre part (Tecaliman, 1996a). De plus, au cours de campagnes de prélèvements menées par Tecaliman, il a été montré que les pieds d’élévateur de matières premières et les filtres d’aspiration des broyeurs qui collectent les poussières pouvaient être contaminés par Salmonella spp. (Tecaliman, 1996a). Au niveau des cellules de stockage, de
dosage ainsi que de la mélangeuse, les variations de température créent souvent, à la surface des parois, une condensation de l’eau contenue dans l’air, d’où un risque de développement de Salmonella spp. Par ailleurs, les parois du refroidisseur sont fréquemment reconnues comme étant les zones les plus à risque, du fait de dépôts de condensats (changements de température résultant du contact entre le produit chaud et des surfaces froides), constituant un milieu propice au développement de Salmonella spp. (Israelsen et al., 1996 ; Dipl et al ., 1991 ; Konig et al., 1995, cités par Beroff et al., 1999a). Les quais de chargement des aliments en vrac, parfois ouverts sur l’extérieur et exposés aux conditions atmosphériques, sont également des lieux possibles de (re)contamination des aliments. Notons aussi qu’une recontamination des aliments finis peut se produire au niveau des camions de livraison si ces derniers sont mal nettoyés et désinfectés. Enfin, les animaux nuisibles (rongeurs, insectes, oiseaux) peuvent être des vecteurs de Salmonella spp. tout au long de la chaîne de fabrication, avec une entrée plus probable au niveau des fosses de réception. Des méthodes de lutte sont déjà mises en place dans toutes les usines ; ces actions visent à limiter les ressources alimentaires pour ces nuisibles notamment par l’élimination des fuites de produits dans le circuit de fabrication (Tecaliman, 1996)Avis de l’Anses_Saisine n° 2016-SA-0029 _Saisine liée n° 2016-SA-0037
Surveillance sanitaire

- Plan de contrôle de la qualité incluant la surveillance de la qualité microbiologique des aliments.
Le suivi de la contamination bactérienne des entérobactéries (30 °C) par dénombrement est un moyen de suivi de l’hygiène du process de fabrication et de l’efficacité des processus de traitement thermique (thermisation, granulation) lorsqu’ils sont destinés à réduire la charge bactérienne des aliments.
La fréquence d'échantillonnage des matières premières et des aliments composés est fonction du risque estimé de contamination et notamment de l'origine des matières premières, des conditions de réalisation de leur transport et de l’espèce à laquelle l’aliment est destiné.

Les matrices qui apparaissent les plus contaminées sont les dérivés de graines (essentiellement tourteaux) de soja, de colza et de tournesol.
Les recherches de Salmonella dans 100g et des entérobactéries (30 °C) sont réalisées suivant des méthodes normalisées ou des méthodes de routine validées.
- Des mesures correctives spécifiques sont définies dans le plan HACCP de l'établissement et mises en œuvre en cas de résultats non satisfaisants.
- Le plan de maîtrise sanitaire doit prendre en compte les risques spécifiques des dispositifs de captage d'air et de ventilation pour le refroidissement des aliments destinés aux reproducteurs Gallus gallus ou Meleagris gallopavo au regard du risque de recontamination de l'aliment par Salmonella.
- En cas d'isolement de Salmonella dans l'environnement des outils de production, dans les outils de production ou dans les aliments composés, le plan de maîtrise sanitaire de l'établissement comporte une procédure de nettoyage-désinfection spécifique et ciblée de l'établissement pour maîtriser le danger.
- Le plan de maîtrise sanitaire englobe aussi les opérations de transport de l'aliment.
Principales sources bibliographiques sur les salmonelles
- Salmonella spp. en alimentation animale _ Avis de l’Anses _Rapport d’expertise collective_ mai 2018
- Fiche de description de danger biologique transmissible par les aliments Juin 2011, Salmonella spp, Anses
- Arrêté du 23 avril 2007 relatif aux agréments et autorisations
- Identification de variants de Salmonella Typhimurium et prise en compte de ces variants dans le programme officiel de lutte en élevage avicole
Fiche pratique contaminant _mycotoxines
Le nom mycotoxine provient du grec ancien « mycos », qui signifie champignon, et du latin « Toxicum » qui signifie poison. Les mycotoxines sont des produits du métabolisme secondaire de moisissures (champignons microscopiques) pouvant se développer sur la plante au champ ou en cours de stockage et présentent des potentialités toxiques à l’égard de l’Homme et des animaux. Plus de 400 mycotoxines ont été identifiées, certaines ont un intérêt industriel, d’autres un intérêt médical, mais seule une trentaine possède de réelles propriétés toxiques préoccupantes.
Dans ce guide seront abordées les mycotoxines ayant une toxicité connue sur les animaux.
Ces toxines se retrouvent à l’état de contaminants naturels de nombreuses denrées d’origine végétale, notamment les céréales mais aussi les fruits, noix, amandes, grains, fourrages ainsi que les aliments composés et manufacturés contenant ces matières premières destinés à l’alimentation humaine et animale. La toxicité ne provient pas forcément de la mycotoxine elle-même, mais peut être due à l’un de ses métabolites issus de sa dégradation.
Dans ce guide seront abordées les mycotoxines connues pour être présentes sur des substrats utilisés en alimentation animale, ne seront retenus que les dangers transmissibles par voie digestive et de ce fait potentiellement transmis par les aliments.
Les mycotoxines peuvent être classées en polycétoacides, terpènes, cyclopeptides et métabolites azotés selon leur origine biologique et leur structure. On peut aussi classer les mycotoxines plus simplement selon leurs principaux effets toxiques. On distingue parmi les groupes de mycotoxines considérées comme importantes du point de vue agro-alimentaire et sanitaire les aflatoxines, les ochratoxines et l’ochratoxine A en particulier, la patuline, les fumonisines, la zéaralènone et les trichothécènes et tout spécialement le déoxynivalénol. Il convient de remarquer que dans un groupe structural de toxines, la toxicité peut varier considérablement d’une toxine à une autre et que le danger n'est pas toujours lié à la toxine elle-même, mais peut aussi provenir de ses métabolites.
Principales mycotoxines décrites
Publications ANSES, EFSA, OIE, CODEX, GBP
|
Mycotoxines |
Moisissures |
Substrat |
|
A. parasiticus, A. flavus |
Arachide, Maïs |
|
|
Ochratoxines |
A. ochraceus, P. viridicatum |
Maïs, Orge |
|
Trichothécènes (DON, DAS, NIV, FX) dont satratoxines |
Fusarium Stachybotrys atra |
Maïs, Orge, Blé, Avoine Paille |
|
Zéaralénone |
Fusarium |
Maïs, Blé |
|
Fumonisine |
F. moniliforme |
Maïs |
|
Claviceps |
Seigle, Blé |
|
|
Alternaria |
Oléagineux |
|
|
P. citrinum |
Orge, Blé, Avoine, Maïs |
|
|
Patuline |
P. expansum |
Pomme, ensilages de maïs |
|
A. versicolor |
Blé |
|
|
Pithomyces chartarum |
Pâturage |
Une espèce de moisissure peut produire différents métabolites secondaires en fonctions des facteurs environnementaux. Aspergillus flavus peut sécréter des aflatoxines, mais également d’autres toxines. Une toxine peut être synthétisée par des espèces de moisissures différentes. L’ochratoxine A peut-être synthétisée par Aspergillus ochraceus ou par Penicillium viridicatum. L’identification d’une espèce de moisissure sur un substrat ne permet pas de prédire avec certitude la présence d’une mycotoxine dans ce substrat.
Mycotoxines émergentes faisant l'objet de recherches: Beauvéricine, Enniatines, Moniliformine.
Les facteurs influençant la production de mycotoxines
Les facteurs physiques, chimiques et biologiques capables d’influencer la croissance des moisissures joueront un rôle sur la production de toxines mais les conditions nécessaires au processus de synthèse et de sécrétion des toxines dans l’environnement sont plus restreintes que celles favorisant le développement de la moisissure.
L’absence de moisissures sur un aliment ne signifie pas obligatoirement qu’il est dépourvu de mycotoxines. La résistance des toxines aux facteurs environnementaux fait que les toxines peuvent persister après la disparition de la moisissure.
La gestion du risque passe par la prévention de la contamination des matières premières, le respect des bonnes pratiques de culture et de stockage,
Facteurs physiques pouvant influencer la croissance des moisissures et la production de mycotoxines :
L’activité de l’eau
- Aw<0.70 : le développement des moisissures est impossible mais leur survie est possible. Pas de synthèse de mycotoxine.
- 0,70<Aw<0,85 : développement des moisissures xérotolérantes (tolérant les conditions sèches) et xérophiles (développement sur des produits pauvres en eau comme les céréales en stockage sec,…).
- 0,85< Aw : développement de l’ensemble des genres fongiques et production de mycotoxines par les moisissures.
La température
- T<-5°C : ralentissement puis arrêt du développement des moisissures est impossible mais leur survie est possible. Pas de synthèse de mycotoxine.
- -5°C<T<48°C : le développement des moisissures et la production de mycotoxines sont possibles. Température optimum entre 20 et 25°C.
- 48°C<T<60°C : ralentissement du développement des moisissures et arrêt de la production de mycotoxines.
- T>60°C : destruction des moisissures, les mycotoxines peuvent résister.
Facteurs chimiques pouvant influencer la croissance des moisissures et la production de mycotoxines :
Le pH
- pH<2 ou pH>10 : le développement des moisissures est impossible mais leur survie est possible. Pas de synthèse de mycotoxine.
- 2<pH<10 : le développement des moisissures et la production de mycotoxines sont possibles. pH optimum entre 5 et 8.
L’intervalle de pH permettant une croissance fongique optimale est plus étendu que celui permettant la synthèse de toxines. Ainsi, la Fumonisine B1 (FB1) est la plus produite à un pH = 3,7, tandis que la croissance de sa moisissure productrice, Fusarium proliferatum, s’effectue préférentiellement à un pH = 5,6.
La nature du substrat
La majeure partie des moisissures sont aérobies, c'est-à-dire qu’elles ont besoin d’oxygène, pour pouvoir se développer. Elles ont également besoin de matières organiques pour proliférer.
La production de toxines dépend de la composition chimique du substrat sur lequel la moisissure prolifère. Par exemple, l’acide phytique diminue la synthèse d’aflatoxines par Aspergillus parasiticus et Aspergillus flavus. À l’inverse, certains acides aminés, comme la proline, stimulent cette production.
Les traitements chimiques
Une utilisation adaptée de pesticides rendra faible le risque d’apparition de mycotoxines. L’utilisation de fongicides est du ressort de professionnels comme par exemple l’utilisation d’acide propionique sur l’orge si l’on veut réduire la croissance d’Aspergillus flavus sans favoriser la production d’aflatoxines B1.
Facteurs biologiques pouvant influencer la croissance des moisissures et la production de mycotoxines :
Les interactions entre micro-organismes
La présence simultanée, dans le même milieu, de micro-organismes dits de « concurrence » (bactéries ou champignons) perturbe le développement fongique et la synthèse de toxines. Cela s’explique par la possible destruction de la toxine par une autre souche et par la compétition pour le substrat. Certains micro-organismes peuvent aussi modifier les conditions environnementales, les rendant ainsi défavorables pour la synthèse de toxines. Une approche systémique pour considérer l’ensemble des interactions qui déterminent les niveaux de toxines dans les récoltes ( facteurs pédoclimatiques, systèmes de culture, plante et microbiote)se développe.
La présence de nuisibles
Les oiseaux, les rongeurs, les insectes, les acariens et autres animaux sont des vecteurs de dissémination de spores de moisissures, qu’ils introduisent à l’intérieur du grain par les dommages qu’ils créent. Une infestation par les insectes favorise la prolifération de moisissures ainsi que la production de toxines. Les insectes détruisent l’enveloppe extérieure des grains, facilitant ainsi la pénétration de la souche à l’intérieur de la graine. Les acariens, vivant sur les céréales atteintes, récupèrent et transportent les spores de champignons sur leur corps et également dans leur tube digestif et déjections. La contamination des grains sains se produit lorsque des acariens arrivent en contact avec ces grains. Ces phénomènes interviennent aussi bien avant la récolte qu’au cours de la conservation.
Les risques pour l’animal
Les animaux monogastriques d’élevage, porcs et volailles sont particulièrement exposés aux mycotoxicoses du fait de l’importance de la part des céréales dans leur alimentation et de l’absence du réservoir ruminal contenant des microorganismes capables de dégrader les toxines avant leur absorption intestinale.
Risques pour l’animal en fonction des mycotoxines
|
|
DON |
ZEA |
T2HT2* |
FUMO |
ERGOT |
AFLA |
OTA |
|
Porc |
Fort |
Fort |
Fort |
Fort |
Fort |
Faible |
Faible |
|
Volailles de reproduction |
Modéré |
Modéré |
Modéré |
Modéré |
Faible |
Modéré |
Faible |
|
Volailles ponte |
Faible |
Faible |
Faible |
Faible |
Modéré |
Fort |
Faible |
|
Vaches laitières |
Faible |
Faible |
Faible |
Faible |
Modéré |
Fort |
Faible |
|
Autres bovins, ovins, caprins |
Faible |
Faible |
Faible |
Faible |
Modéré |
Faible |
Faible |
|
Chevaux |
Faible |
Faible |
Faible |
Modéré |
Fort |
Faible |
Faible |
|
Autres animaux |
Faible |
Faible |
Faible |
Faible |
Faible |
Faible |
Faible |
*Pour les toxines T2 et HT-2, il n’existe pas de limites maximales en vigueur. Une recommandation européenne propose des niveaux indicatifs. Leur surveillance est donc recommandée, voire nécessaire pour les céréales les plus sensibles.
La réglementation applicable
En alimentation animale, des limites réglementaires sont définies uniquement pour l’aflatoxine B1 (matières premières et aliments). [ 02-01]. Par contre, des recommandations existent pour le DON, zéaralénone, ochratoxine A, T2 et HT2 et fumonisines B1 + B2.
Les moyens de surveillance pour les fabricants d’aliments
Les plans de surveillance et d’autocontrôles existants permettent de donner une idée de la contamination en mycotoxines des matières premières. A ce titre, l’association OQUALIM, proposent aux entreprises du secteur de participer à un plan collectif d’autocontrôles analytiques, notamment sur les mycotoxines.
Du point de vue strictement réglementaire, le dépassement d’une limite maximale recommandée ne génère pas de non-conformité du produit. Cependant, dans la pratique, lorsqu’une matière première destinée à l’alimentation animale dépasse les niveaux recommandés en mycotoxines, des mesures spécifiques de gestion doivent être mises en place.
La surveillance est à adapter afin d’assurer la conformité de l’aliment fini.
Les mycotoxines retenues pour une analyse des risques dans ce guide sont celles pour lesquelles les membres des groupes de travail ont estimé avoir suffisamment de données : Réglementées en alimentation animale, répertoriées dans les rapports zoonoses de l’EFSA, avis ou fiche descriptive émis par l’ANSES, données sur la caractérisation du danger et/ou sur l’exposition à ce danger, couples aliments_dangers pertinents.
Principales sources bibliographiques
- Guide de bonnes pratiques d’hygiène pour la collecte, le stockage, la commercialisation et le transport de céréales, oléagineux et protéagineux SYNACOMEX, La Coopération Agricole – Métiers du grain, FNA,
- Restitution des travaux du RMT Quasaprove,
- Thèse pour l’obtention du diplôme d’état de docteur en pharmacie soutenue le 26 avril 2016 par Alban Gauthier, « les mycotoxines dans l’alimentation et leur incidence sur la santé »,
- Guide interprofessionnel de gestion des mycotoxines dans la filière céréalière- Intercéréales, édition 2014,
- Réséda, Réseau pour la sécurité et la qualité des denrées animales, Questions/Réponses, Eléments de langage communs sur les mycotoxines- Version 2-septembre 2013,
- Rapport de l’Agence française de sécurité sanitaire des aliments : Évaluation des risques liés à la présence de mycotoxines dans les chaînes alimentaires humaine et animale– Mars 2009.
Fiche pratique contaminant _mycotoxines_aflatoxines
Les aflatoxines sont des mycotoxines produites par une moisissure du genre Aspergillus.
Ces micro-organismes ubiquitaires ont peu d’exigences de croissance : une température comprise entre 6 et 50 °C, une source de carbone et d’azote et une activité de l’eau supérieure à 0,8. Aspergillus flavus produit principalement les aflatoxines B1 et B2, Aspergillus parasiticus et Aspergillus nomius (rencontrés rarement) produisent les aflatoxines B1, B2 mais aussi G1 et G2.
L’aflatoxine B1 (AFB1), représentant majeur du groupe des aflatoxines est partiellement métabolisé par les mammifères en un dérivé, communément appelé « Milk Aflatoxin 1 » ou aflatoxine M1 (AFM1).
Aspergillus flavus est le principal agent de contamination du maïs et des graines de coton, tandis qu’Aspergillus parasiticus est présent surtout dans les graines d’arachide.
Les conditions les plus favorables pour un développement d’Aspergillus flavus et pour une production d’aflatoxines sont une activité de l’eau (Aw) de 0.84-0.86 et une température comprise entre 25 et 40°C. Les produits provenant de régions chaudes et humides seront plus souvent porteurs d’aflatoxine.
Les aflatoxines sont peu sensibles aux transformations thermiques des aliments (stérilisation, pasteurisation, congélation) ou de séchage (déshydratation, lyophilisation), à l’exception de la torréfaction. Les aflatoxines peuvent se retrouver dans différents coproduits.
Les risques liés aux aflatoxines
|
Animaux |
Risques |
|
Volailles
|
Comme pour la plupart des espèces, la cible principale est le foie, les manifestations de l’intoxication varient selon la durée d’exposition, la dose, l’espèce et l’âge des animaux. Le caneton est plus sensible, la caille plus résistante. Les signes cliniques se traduisent par une diminution des performances (gain moyen quotidien, chute de ponte) avec des hémorragies et des défauts de pigmentation des carcasses, associées à des lésions hépatiques. La teneur maximale réglementaire en aflatoxines est plus faible pour les aliments destinés aux jeunes animaux. |
|
Ruminants
|
Les ruminants sont moins sensibles que les non-ruminants car les aflatoxines sont en partie dégradées dans le système digestif. Les signes cliniques d’intoxication apparaissent dès 1.5 à 2.2 mg d’aflatoxine B1/Kg d’aliment chez les bovins adultes, et à partir de 50 mg/kg d’aliment chez les petits ruminants. On observe une altération des fonctions hépatiques, ruminales et digestives associées à une baisse significative de la production. L’EFSA note que la marge entre la dose toxique (> 1,5 mg/kg d’aliment complet) et la valeur haute des doses limites réglementaires (0,02 mg/kg d’aliment complet)) est suffisamment large pour éviter tout risque de toxicité chez les animaux (AESA-EFSA, 2004). Le passage dans le lait constitue pour l’animal un moyen de se protéger contre les toxines. L’AFM1, se retrouve dans le lait environ 12 heures après une ingestion orale d’AFB1 et disparaît de celui-ci dans les 4 jours après le retrait de l’aflatoxine des aliments. La teneur maximale réglementaire en aflatoxines est plus faible pour les aliments destinés au bétail laitier. |
|
Porcs
|
La cible principale est le foie. Les aflatoxicoses se traduisent par des diminutions de prise alimentaires et de gain de poids, un effet sur l’immunité et une augmentation de la sensibilité aux infections, coma et mort pour les cas sévères. La teneur maximale réglementaire en aflatoxines est plus faible pour les porcelets. |
|
Poissons
|
L’aflatoxine B1 peut avoir des conséquences sur les performances zootechniques, notamment sur la croissance. La truite arc-en-ciel est le poisson le plus sensible. La toxine se concentre dans le foie et n’est pas retrouvée dans le muscle. |
|
Equidés
|
Les équidés sont sensibles à l’action hépatotoxique des aflatoxines (dès 55 μg/kg d’aliment). Cette espèce constitue une cible à risque lors de l’utilisation de céréales, de coproduits céréaliers ou de coproduits d’oléagineux trop fortement contaminés par les aflatoxines pour la fabrication d’aliments composés notamment sur l’exploitation. Le respect des normes maximales de contamination prévues par la réglementation offre une marge de sécurité pour la santé de chevaux. |





Chez l’Homme, l’AFB1 est considérée comme cancérigène et l’AFM1 comme cancérigène possible. Néanmoins, l’avis scientifique de l’EFSA sur en alimentation humaine et animale de juillet 2012 conclut à un risque d’intoxication faible pour l’Homme et les animaux au vu des prévalences actuelles.
Voies d’exposition
Les matières premières pour aliments des animaux suivantes sont sensibles à une contamination par l’aflatoxine B1 :
- Maïs, produits et sous-produits dérivés du maïs
- Riz et sous-produits du riz
- Noix et tourteaux de palmiste
- Tourteaux d’arachide, de coprah, de graine de coton.
La réglementation applicable
La réglementation applicable [ 02-01, 02-04].
En Europe, en alimentation humaine comme en alimentation animale, les aflatoxines sont réglementées :
- en alimentation humaine
-
en alimentation animale, la directive européenne 2002/32 transcrite en droit français par l’arrêté du 12 janvier 2001 limitent à
Produits destinés aux aliments pour animaux
Teneur maximale en mg/kg (ppm) d’aliments pour animaux d’une teneur en humidité de 12 %
Matières premières des aliments pour animaux
0,02
Aliments complémentaires et complets
0,01
avec les exceptions suivantes:
— aliments composés pour bétail laitier et veaux, brebis laitières et agneaux, chèvres laitières et chevreaux, porcelets et jeunes volailles
0,005
— aliments composés pour bovins (bétail laitier et veaux exceptés), ovins (brebis laitières et agneaux exceptés), caprins (chèvres laitières et chevreaux exceptés), porcs (porcelets exceptés) et volaille (jeunes animaux exceptés)
0,02
Il est interdit de mélanger des produits conformes aux teneurs maximales fixées en différentes mycotoxines avec des produits non conformes dans le but de diluer les concentrations.
Les moyens de surveillance pour les fabricants d’aliments
- Des contrôles à réception en usine, des contrôles réguliers sont à effectuer avec une pression de contrôle plus forte en début de campagne.
- Analyses dans le plan de contrôle mutualisé OQUALIM, Par ailleurs, une surveillance collective est effectuée par la profession au travers du plan d’autocontrôles « Aliments composés» d’OQUALIM.
Principales sources bibliographiques
- Guide de bonnes pratiques d’hygiène pour la collecte, le stockage, la commercialisation et le transport de céréales, oléagineux et protéagineux SYNACOMEX, Coop de France – Métiers du grain, FNA
- Guide interprofessionnel de gestion des mycotoxines dans la filière céréalière- Intercéréales, édition 2014
- Technical report Aflatoxins (sum of B1, B2, G1, G2) in cereals and cereal-derived food products, EFSA, 2013:EN-406,
- « Fiches Sanitaires Coproduits » Aflatoxines B1/M1- Comité National des Coproduits_ Institut de l’élevage- Ademe- LaSalle L.Bouton-J.Caudrillier – octobre 2011
- Rapport de l’Agence française de sécurité sanitaire des aliments : Évaluation des risques liés à la présence de mycotoxines dans les chaînes alimentaires humaine et animale – Mars 2009,
- Opinion of the Scientific Panel on Contaminants in the Food Chain on a request from the Commission related to Aflatoxin B1 as undesirable substance in animal feed, 3 février 2004.
Fiche pratique contaminant _mycotoxines_trichothécènes
Les trichothécènes font partie des Fusariotoxines, mycotoxines produites essentiellement par le genre Fusarium. Plus de 160 trichothécènes ont été identifiés, notamment le déoxynivalénol (DON), le nivalénol (NIV), la toxine T-2, la toxine HT-2, le diacétoxyscirpénol (DAS) et la fusarénone X (FX). Le trichothécène le plus fréquemment retrouvé est le DON.
Groupe B : constitué par les trichothécènes ayant une fonction cétone en C8. Les plus importants sont le déoxynivalénol (DON) et ses formes acétylées, le nivalénol (NIV), et la fusarénone-X (FX).

Au regard du rapport EFSA EN -697 de 2014, le NIV a été écarté de la liste des dangers. La faible fréquence de détection de fusarénone X en Europe, notamment en France a conduit à ne pas retenir ce danger en liste courte.
Les DéOxyNivalénol (DON) sont des mycotoxines produites par des moisissures du genre Fusarium notamment qui contaminent principalement les céréales (blé, maïs, orge, sarrasin, seigle, millet, avoine, riz) mais également les fruits.
Le DON est l’un des trichothécènes les plus répandus dans le monde. Il est principalement produit par Fusarium graminearum et par Fusarium culmorum qui se développent surtout dans les pays tempérés.

La température optimale de développement de ces moisissures est comprise entre 22 et 27°C. Ces moisissures nécessitent des humidités relatives (Aw) élevées caractéristiques de la phase de production au champ plus que de celle du stockage. Lors du stockage, l’humidité des lots de céréales est en général trop faible pour conduire au développement des Fusarium et à la production de trichothécènes, à l’exception du maïs en cribs, installation propice à la persistance d’une forte humidité.
« Le DON est relativement stable lorsqu'il est exposé à la chaleur, il est donc peu probable que le séchage affecte les concentrations de DON des grains séchés à 120°C.
Les grains peuvent être transformés par laminage, broyage, extrusion ou floconnage. Ces processus impliquent l'application de pression (par exemple, laminage, extrusion) et/ou de chaleur (par exemple, cuisson, floconnage), mais le DON semble être stable dans ces conditions. »
Les poussières générées lors des opérations de travail des grains sont fréquemment mélangées aux issues de nettoyage des grains. Ces poussières sont généralement fortement contaminées par les spores des champignons et par les mycotoxines.
« Certains des procédés appliqués aux grains céréaliers destinés à la production alimentaire (notamment le séchage, le nettoyage, le tri, le laminage et la mouture) sont également appliqués aux grains utilisés pour l'alimentation animale, et donc les effets sur les concentrations de DON, 3-Ac-DON, 15-Ac - Le DON et le DON-3-glucoside signalés pour les aliments s'appliquent également aux aliments pour animaux. Des études publiées confirment que la mouture peut minimiser les concentrations de ces toxines dans les grains, mais les concentrer dans des fractions couramment utilisées comme aliments pour animaux. (…) Les co-produits de la transformation des céréales destinés à la consommation humaine sont largement utilisés dans l'alimentation du bétail. Le catalogue de la Commission européenne des matières premières pour aliments des animaux répertorie plus de 80 co-produits céréaliers utilisés comme aliments pour animaux. Il s'agit notamment des co-produits des principales céréales (blé, orge, avoine et maïs) utilisés dans la fabrication d'aliments destinés à la consommation humaine, ainsi que dans la production d'alcool. (…).
Comme d'autres mycotoxines, le DON se trouve principalement sur la couche externe du grain. Le broyage à sec entraîne généralement une redistribution du DON dans des fractions de broyage séparées et une augmentation du DON dans des fractions particulières telles que les sons. Les concentrations de DON dans les co-produits du maïs pourraient être trois à quatre fois plus élevées que dans le grain d'origine, la variabilité étant attribuée à la fois à la source des grains et au processus de mouture utilisé.
Pour la production de bière, le transfert de DON vers les co-produits du brassage n’est pas observé.
En revanche, le transfert de DON, 3-Ac-DON, 15-Ac-DON et 3-DON-glucoside aux coproduits de la production de bioéthanol a été signalé. Les drêches de distillerie avec solubles (DDGS) sont un coproduit de la production de bioéthanol utilisées pour l'alimentation des animaux de ferme. Il a été signalé des augmentations comprises entre 3,0 et 3,5 fois la concentration de DON dans les DDGS par rapport au matériau de départ des usines de bioéthanol aux États-Unis. ».
Les risques liés aux DON
Chez l’animal: les principaux effets toxiques des trichothécènes du groupe B (DON, NIV…) sont d’ordre zootechnique et se traduisent par une diminution de la consommation alimentaire et du gain pondéral notamment chez le porc. Les risques de contamination du consommateur de viande porcine sont quasi-nuls, seules des traces de DON sont retrouvées dans quelques tissus et organes dans les conditions normales. Très sensible à la présence de mycotoxines conventionnelles et nourri en grande partie de céréales, le porc pourrait être particulièrement sensible aux mycotoxines émergentes telles les formes modifiées du DON.
Chez l’homme: le principal vecteur d'exposition pour les groupes de population les plus exposés est représenté par les produits dérivés des céréales (EAT).
La réglementation applicable
Depuis 2006, la recommandation n° 2006-576 (CE) concernant la présence de déoxynivalénol (DON) dans les produits destinés à l’alimentation animale sert de référence aux professionnels dans l’évaluation et le suivi de la qualité sanitaire des aliments pour animaux.
Les teneurs maximales recommandées pour les aliments composés ont été définies sur la base des avis de l’EFSA, pour préserver la santé et le bien-être des animaux ainsi que la situation économique des éleveurs. Ainsi, des dépassements de ces teneurs peuvent entraîner des conséquences néfastes tant sur les performances économiques des élevages que sur la santé animale.
Les recommandations établies en 2006 n’intégraient pas les formes modifiées du DON (15aDON, 3aDON, DON3G). Pour prendre en compte les risques inhérents à ces formes modifiées, la Commission Européenne envisage d'abaisser les valeurs guides actuellement en vigueur. Il ne serait pas donné un seuil par forme de DON mais une valeur unique pour le DON seul. Cela pourrait concerner les matières premières, les co-produits de maïs et les aliments composés.
Pour les aliments destinés au porc, le seuil serait davantage abaissé. Certains Etats Membres posent la question de faire évoluer les teneurs maximales recommandées dans les aliments composés en limites maximales règlementaires. Si cela est envisagé pour les aliments composés, les experts européens conserveraient des recommandations pour les matières premières. Le process ne permettant pas d’éliminer les mycotoxines, ces évolutions seraient à surveiller pour l’alimentation animale. Une vigilance particulière est à porter à la filière porcine, en raison de l’abaissement du seuil DON pour les aliments composés et du manque de cohérence entre les seuils des matières premières et des aliments composés.
Principales sources bibliographiques sur les DON
- Risks to human and animal health related to the presence of deoxynivalenol and its acetylated and modified forms in food and feed- EFSA Journal 2017;15(9):4718
- Statement on the risks for public health related to a possible increase of the maximum level of deoxynivalenol for certain semi-processed cereal products EFSA Journal 2013;11(12):3490
- The in vivo genotoxicity studies on nivalenol and deoxynivalenol EFSA Published: 25 November 2014
- Réséda, Réseau pour la sécurité et la qualité des denrées animales, Questions/Réponses, éléments de langage communs sur les mycotoxines- Version 2-septembre 2013
- Guide de bonnes pratiques d’hygiène pour la collecte, le stockage, la commercialisation et le transport de céréales, oléagineux et protéagineux SYNACOMEX, Coop de France – Métiers du grain, FNA
- Rapport de l’Agence française de sécurité sanitaire des aliments : Évaluation des risques liés à la présence de mycotoxines dans les chaînes alimentaires humaine et animale – Mars 2009, chapitre 1, pages 13 à 44.
Fiche pratique contaminant _mycotoxines_alcaloïdes de l'ergot
L’ergot est formé par le champignon Claviceps purpurea. Il parasite surtout le seigle et le triticale mais peut également contaminer les autres céréales à paille et des graminées adventices.
|
|
Ce champignon est présent toute l’année dans le champ ou à la surface du sol, sous forme de sclérotes. Ces sclérotes contiennent plus de 40 alcaloïdes différents, toxiques pour toutes les espèces animales. Au printemps, le sclérote germe et libère des spores qui sont disséminées par le vent, l’eau, les insectes, etc.... Lorsqu’une spore atteint un épi, l’ergot prend la place du grain, se développe pour former un nouveau sclérote qui est visible à l’œil nu (l’enveloppe des sclérotes est de couleur brun-noir violacée) Comme toute mycotoxine, les alcaloïdes sont des molécules très stables dans le temps et ne peuvent être que très partiellement détruites par les procédés de transformation habituels. |

Sensibilité des céréales à l’ergot : Seigle >> Triticale > Orge - Blé - Avoine
Les 6 alcaloïdes principaux, peuvent chacun être présents sous deux formes structuralement analogues appelées isomères. L’épimérisation définit le passage d’une configuration à l’autre ; elle est réversible et ne suit pas de règle définie. C’est la raison pour laquelle il est indispensable, sur le plan analytique, de quantifier distinctement ces 12 molécules (recommandation européenne (2012/154/UE) ).
| Formes -ine | Formes -inine (épimères) |
| Ergocristine |
Ergocristinine |
| Ergotamine |
Ergotaminine |
| Ergocryptine |
Ergocryptinine |
| Ergométrine |
Ergométrinine |
| Ergosine |
Ergosinine |
| Ergocornine |
Ergocorninine |
Par ailleurs, on prendra en compte la somme des 12 teneurs en alcaloïdes pour caractériser le niveau de toxicité global de l’échantillon.
Les risques liés à l’ergot
Les alcaloïdes contenus dans les sclérotes présentent un risque tant chez l’animal que chez l’Homme.
- Chez l’animal : ces mycotoxines peuvent provoquer une diminution de la production de lait voire un arrêt complet de la lactation, des troubles digestifs, des difficultés respiratoires, etc... Par ailleurs, les rares données scientifiques disponibles ne démontrent pas de transfert des alcaloïdes de l’ergot dans les tissus animaux et dans le lait.
- Chez l’homme, elles peuvent être responsables d’ergotisme.
Néanmoins, l’avis scientifique de l’EFSA sur les alcaloïdes de l’ergot en alimentation humaine et animale de Juillet 2012 conclut à un risque d’intoxication faible pour l’homme et les animaux au vu des prévalences actuelles.
Voies d’exposition des animaux
Les céréales et des sous-produits céréaliers qui en sont dérivés constituent la principale voie d'exposition des animaux aux alcaloïdes de l’ergot. Les fourrages contaminés présentent un risque potentiel lorsque les conditions environnementales favorisent le développement des sclérotes et nécessitent de prendre des mesures d'élevage pour réduire ce risque.
La réglementation applicable [ 02-01 ; 02-04]
En Europe, en alimentation humaine comme en alimentation animale, les mycotoxines de Claviceps sont réglementées indirectement par une limite sur la proportion pondérale d’ergot :
- en alimentation humaine, cette limite est réglementée (règlement européen 1881/2006 modifié) ; évolution réglementaire 1er janvier 2022 pour les sclérotes et les alcaloïdes de l'ergot.
- en alimentation animale, la directive européenne 2002/32 et l’arrêté français du 12 janvier 2001 limitent à 1g d’ergot par kg (0,1%) de matières premières ou d’aliment pour animaux contenant des céréales non moulues.
Teneur en sclérote / teneur en alcaloïdes
Plus le nombre de sclérotes à la moisson est important, plus le risque d’avoir des taux élevés d’alcaloïdes est fort. Cependant, les travaux menés par Arvalis démontrent que la quantité de sclérotes détectée n’est pas un indicateur précis de la teneur en alcaloïdes et donc du risque pour la santé animale. En effet, la composition en alcaloïdes des sclérotes varie fortement. Elle dépend de la maturité des sclérotes et ainsi que d'autres facteurs tels que la souche fongique, la plante hôte, la région géographique et les conditions météorologiques.
Par ailleurs, les connaissances restent fragmentaires en ce qui concerne la toxicité des différents alcaloïdes de l’ergot. Les données sur la toxicocinétique sont rares et se limitent essentiellement aux alcaloïdes de l’ergot utilisés en tant que médicaments chez l'homme.
Les moyens de maîtrise pour les fabricants d’aliments
L'échantillonnage est très important pour prendre en compta la répartition hétérogène du contaminant.
Des contrôles à réception en usine
Chaque lot de céréales réceptionné en usine fait l’objet d’un échantillonnage et d’un contrôle systématique à réception incluant un contrôle visuel qui permet d’écarter d’identifier et de gérer les lots identifiés comme contaminés. La présence d’ergot au-delà de la norme réglementaire constitue un motif de refus du lot livré.
Analyses dans le plan de contrôle mutualisé OQUALIM
Par ailleurs, une surveillance collective est effectuée par la profession au travers du plan de contrôle « Aliments » d’OQUALIM, analyse microscopique des sclérotes et mesure des alcaloïdes.
Principales sources bibliographiques
- Céréales à paille et ergot – Des solutions pour évaluer et maîtriser le risque- Editions Arvalis- Ref 3019- Mars 2015
-
Dossier Ergot de Perspectives agricoles Juillet-Août 2013 (réalisé Arvalis)
-
Avis scientifique de l’EFSA sur les alcaloïdes de l’ergot en alimentation humaine et animale – Juillet 2012
-
José Diana Di Mavungu, Daria A. Larionova, Svetlana V. Malysheva, Carlos Van Peteghem, Sarah De Saeger - Laboratory of Food Analysis, Department of Bio-analysis, Faculty of Pharmaceutical Sciences, Ghent University, Ghent, Belgium – Rapport scientifique de soumis à l’EFSA : surveillances des alcaloïdes de l’ergot dans les céréales destinées à la consommation humaine et animale- 2011
-
Rapport de l’Agence française de sécurité sanitaire des aliments : Évaluation des risques liés à la présence de mycotoxines dans les chaînes alimentaires humaine et animale – Mars 2009
-
Appui Scientifique et Technique de l’Agence française de sécurité sanitaire des aliments relatif à la contamination de céréales destinées à l'alimentation humaine par de l'ergot du 3 avril 2008
-
Guide de bonnes pratiques d’hygiène pour la collecte, le stockage, la commercialisation et le transport de céréales, oléagineux et protéagineux SYNACOMEX, Coop de France – Métiers du grain, FNA
Annexe 2 - Avis CSNA_Critères d'acceptabilité de l'eau utilisée en production
202103 - Avis CSNA maj - critères d'acceptabilité de l'eau utilisée en production.pdf
Annexe 3 - Tests de validation de l'homogénéisation
Repères sur les tests de validation de l'homogénéisation
Objectif : Prévenir le risque chimique dans un lot du mélange en vérifiant la dispersion des intrants
I- METHODE DE MESURE
TECALIMAN- FicheTech30B-Homogénéité test.pdf
TECALIMAN propose des règles techniques pour l’évaluation des performances d’homogénéisation d’un mélangeur par charge. Ces règles sont présentées dans la pièce jointe, voir pdf . Elles s’appliquent aux aliments composés dont aliment d’allaitement, et peuvent s’adapter aux fabricants de prémélanges, d’aliments minéraux et diététiques pulvérulents, d’aliments liquides.
TECALIMAN propose une fiche technique spécifique pour les aliments mash TECALIMAN- Fiche Itec_H20-Essais industriels d'évaluation de l'homogénéité d'aliments mash avec un traveur granulé.pdf .
La validation initiale du processus d’homogénéisation du mélange prendra en compte les paramètres extrêmes pour la durée de mélange, le taux de remplissage, la vitesse de rotation, le taux d’incorporation.
Pour la validation périodique, les paramètres seront à choisir entre les extrêmes validés, par exemple les plus représentatifs. Les valeurs des tests de validation de l’homogénéisation sous forme de Coefficient de Variation (CV) sont exprimées en pourcentage.
II-INTERPRETATION DES RESULTATS
La conformité du CV est évaluée selon :
- les obligations du site industriel,
- l’objectif de qualité choisi par l’industriel.
Dans le cadre de la fabrication de prémélanges,
- Les résultats de test de capabilité d’homogénéisation présentant CV ≤ 5% sont considérés conformes.
- Les résultats de test de capabilité d’homogénéisation présentant un CV > 5% et ≤ 8% sont considérés conformes à surveiller dans le respect de la législation en vigueur.
- Les résultats de test de capabilité d’homogénéisation présentant un CV > 8% sont considérés non conformes, une analyse des causes et la mise en place d’actions correctives doivent être menées.
Dans le cadre de la fabrication d’aliments minéraux,
- Les résultats de test de capabilité d’homogénéisation présentant un CV ≤ 8 % sont considérés conformes.
- Les résultats de test de capabilité d’homogénéisation présentant un CV > 8% et ≤ 12% sont considérés conformes à surveiller dans le respect de la législation en vigueur.
- Les résultats de test de capabilité d’homogénéisation présentant un CV > 12% sont considérés non conformes, une analyse des causes et la mise en place d’actions correctives doivent être menées.
Dans le cadre de la fabrication d’aliments composés,
- Les résultats de test de capabilité d’homogénéisation présentant un CV ≤ 5% sont considérés conformes.
- Les résultats de test d’homogénéité présentant un CV > 5% et ≤ 10% sont considérés conformes à surveiller dans le respect de la législation en vigueur.
- Les résultats de test de capabilité d’homogénéisation présentant un CV > 10% sont considérés non conformes, une analyse des causes et la mise en place d’actions correctives doivent être menées.
Dans le cadre de mélange d’aliments composés (y compris aliments minéraux) entre eux,
Méthodologie de mesure : comptage ou mesure d’un ou plusieurs intrant(s) représentatif(s) de la formule.
Seuils d’interprétation :
- Les résultats de test de capabilité d’homogénéisation présentant un CV ≤ 20% sont considérés conformes.
- Les résultats de test de capabilité d’homogénéisation présentant un CV > 20% et ≤ 30%, sont considérés conformes à surveiller dans le respect de la législation en vigueur.
- Les résultats de test de capabilité d’homogénéisation présentant un CV > 30% sont considérés non conformes, une analyse des causes et la mise en place d’actions correctives doivent être menées.
Dans le cadre de la fabrication d’aliments mash,
Pour les mélangeurs exclusivement réservés aux mélanges d’aliments mash ne contenant pas d’additifs à teneur garantie par l’étiquetage de l’aliment ou contenant des additifs à teneur garantie par l’étiquetage de l’aliment incorporés uniquement via un aliment composé, tenant compte de la prise d’échantillons analysés de tailles inférieures à la taille de la ration alimentaire, l’adaptation suivante doit être retenue :
Méthodologie de mesure : comptage ou mesure d’un ou plusieurs intrant(s) représentatif(s) de la formule.
Seuils d’interprétation :
- Les résultats de test de capabilité d’homogénéisation présentant un CV ≤ 20% sont considérés conformes.
- Les résultats de test de capabilité d’homogénéisation présentant un CV > 20% et ≤ 30%, sont considérés conformes à surveiller dans le respect de la législation en vigueur.
- Les résultats de test de capabilité d’homogénéisation présentant un CV > 30% sont considérés non conformes, une analyse des causes et la mise en place d’actions correctives doivent être menées.
Dans le cadre de la fabrication d’aliments liquides,
Les tests sont réalisés sur un traceur au choix (Matières Azotées Totales, …) quantifiable par une méthode validée par les laboratoires.
Etant donné la spécificité du liquide lorsqu’un additif solide est incorporé directement ou via un prémélange ou un aliment complémentaire il est préférable de le choisir comme traceur.
- Les résultats de test de capabilité d’homogénéisation présentant un CV ≤ 5% sont considérés conformes.
- Les résultats de test de capabilité d’homogénéisation présentant un CV > 5% et ≤ 10% sont considérés conformes à surveiller dans le respect de la législation en vigueur.
- les résultats de test de capabilité d’homogénéisation présentant un CV > 10% sont considérés non conformes, une analyse des causes et la mise en place d’actions correctives doivent être menées.
Dans les autres cas, les seuils de 5 et 10 % en CV s’appliquent.
TABLEAU RÉCAPITULATIF
|
|
AC |
AL |
AM |
PM |
Aliments MASH |
|
Conforme |
CV ≤ 5% |
CV ≤ 5% |
CV ≤ 8% |
CV ≤ 5% |
CV ≤ 20% |
|
Conforme à surveiller |
CV > 5% et ≤10% |
CV > 5% et ≤10% |
CV > 8% et ≤12% |
CV > 5% et ≤8% |
CV > 20% et ≤30% |
|
Non conforme |
CV > 10% |
CV > 10% |
CV > 12% |
CV > 8% |
CV > 30% |
III-FREQUENCE DE REALISATION DES TESTS
La fréquence des tests de validation de l’homogénéisation doit être définie dans le cadre des plans d’autocontrôles. Elle doit être adaptée en cas de constatation de dérive.
Annexe 4 - Evaluation des transferts inter-lots (TIL)
Repères sur l'évaluation des transferts inter-lots (TIL)
I. DEFINITIONS :
Additifs à risque : additif à une teneur suffisamment élevée pour impliquer un danger pour une catégorie d’animaux (à définir par chaque entreprise en fonction de son propre contexte).
Aliment compatible : aliment pouvant succéder à un autre conformément à la réglementation (Annexe directive 2002/32/CE pour les transferts de coccidiostatiques) ou sans impact zootechnique ou contractuel.
Rinçage : Phase ayant pour but d’éliminer ou de ramener à un niveau acceptable les substances résiduelles dans le circuit de fabrication.
Transfert inter-lot : présence fortuite dans un lot d’une fraction résiduelle d’un autre lot.
II. PREAMBULE
Chaque site de fabrication doit définir ses règles d’ordonnancement tenant compte de l’étude HACCP, des résultats de ses tests de transferts inter-lots, des caractéristiques des intrants et des espèces pour lesquelles ils sont autorisés. En fonction des intrants utilisés dans les usines de fabrication d’aliments, certaines incompatibilités doivent être gérées lors de successions de fabrications faisant intervenir des catégories d’animaux destinataires sensibles à certains intrants.
Lors de l’ordonnancement des fabrications, les incompatibilités définies doivent être prises en compte aux étapes de dosage, de mélange et de conditionnement.
Quand cela est nécessaire (absence de formule compatible pour la succession en fabrication), les équipements sont rincés ou nettoyés pour éviter les transferts inter-lots. Le rinçage est réalisé en utilisant une quantité déterminée d’intrant approprié afin de purger de manière adéquate le circuit. L’efficacité du procédé de rinçage ou de nettoyage doit être validée.
En cas de fabrication d’aliments médicamenteux, la réglementation en vigueur s’applique notamment sur les taux de transferts inter-lots et sur la limitation des alternances.
III. METHODE ET LIEU DE MESURE
Les règles techniques pour l’évaluation du niveau de transferts inter-lots entre aliments définis par TECALIMAN (en pièce jointe TECALIMAN-FicheTech29B- Transfert Interlot.pdf) s’appliquent aux aliments composés, aux prémélanges d’additifs et aux aliments minéraux.
En cas d’introduction par différentes voies (plusieurs verses en sac, stations de microdosage), le contrôle des transferts inter-lots doit être réalisé en tenant compte de chacun des points d’introduction.
IV. OBJECTIFS MINIMAUX DE MAITRISE DES TRANSFERTS INTER-LOTS
Les dangers à maîtriser liés aux transferts inter-lots sont :
- CAS 1 : La présence d’additifs coccidiostatiques ou histomonostatiques au-delà des teneurs maximales autorisées réglementairement.
- CAS 2 : La présence d’un additif à une teneur suffisamment élevée pour impliquer un danger pour une catégorie d’animaux.
| Par exemple : Le cuivre présente la particularité d’être un additif autorisé en ovin (donc a fortiori « compatible ») jusqu’à une certaine dose (15 mg/kg en niveau maximal autorisé, 10 mg/kg en niveau déclenchant l’étiquetage), dose au-delà de laquelle l’ovin constitue une « espèce sensible ». Le caractère « non compatible » de l’additif cuivre du lot n doit donc se juger par rapport à son report dans le lot suivant. Par conséquent, le fabricant qui veut considérer le cuivre comme « additif compatible » pour l’espèce ovine dans ses enchaînements de fabrication doit donc démontrer par le calcul que le taux de transferts inter- lots lui permet de respecter les seuils réglementaires indiqués ci-avant, et ce avec une marge de sécurité suffisante. |
- CAS 3 : D’autres incompatibilités, de nature contractuelle, peuvent également nécessiter une gestion adaptée par les usines en fonction des cahiers des charges spécifiques, notamment pour des aliments destinés à des signes officiels de qualité distinctifs (labels, certifications de conformité, export pays tiers,…). Il ne s’agit pas là de prévenir un risque de sécurité sanitaire mais de respecter des exigences contractuelles découlant de notices techniques officielles ou de cahiers des charges privés.
IV.1 ALIMENT COMPOSE / ALIMENT D’ALLAITEMENT / ALIMENT MASH

IV.2 PREMELANGES D'ADDITIFS
Une spécificité de la fabrication de prémélanges d’additifs est la succession de lots non homogènes en fabrication : nature des coccidiostatiques et histomonostatiques, tailles des lots, concentration des produits et taux d'incorporation sont autant de facteurs qui peuvent avoir une incidence sur le taux de transfert inter-lots.
Mesures de maîtrise du risque de TIL dans une usine de fabrication de prémélanges d’additifs :
Elles regroupent tout ou partie des éléments suivants :
- Conception des équipements (sans transfert, transfert réduit, lignes dédiées…) ;
- Définition des règles de successions de produits en fabrication (tables de compatibilité, plans de fabrication…) ;
- Validation du procédé de rinçage (nature et quantité nécessaire et suffisante) ;
- Validation du procédé de nettoyage (cas des outils simples – cf § III) ;
Vérification
Afin de vérifier la maîtrise du risque de TIL, l’application du protocole TECALIMAN est un indicateur permettant la validation initiale du circuit et la vérification de son bon fonctionnement.

La validation de la gestion du risque de TIL, dans le cas de fabrications de prémélanges d’additifs incorporant des coccidiostatiques et histomonostatiques, est réalisée par le respect des teneurs maximales acceptables définies réglementairement (Dir. 2002/32/CE modifiée).
IV.2 ALIMENTS MINERAUX, ALIMENTS LIQUIDES, AUTRES PREMELANGES D’ADDITIFS ET AUTRES ALIMENTS COMPOSES (CAS 3):
En fonction des intrants utilisés, certaines incompatibilités contractuelles doivent être gérées lors des successions de fabrications.
Le fabricant doit donc démontrer qu’il respecte les seuils contractuels définis, et ce avec une marge de sécurité suffisante.
Dans le cas d’un intrant interdit dans les mentions valorisantes d’un cahier des charges, il ne s’agit ni d’une autorisation (au sens additif du terme) ni d’une incompatibilité (au sens néfaste pour la santé), un taux de transfert inter-lots inférieur ou égal à 3 % permettra un enchaînement sans rinçage.
Ce seuil est bien un seuil maximum : il appartient à chaque entreprise d’évaluer les risques de transfert inter-lots au travers de son analyse HACCP et de minorer le seuil le cas échéant.
Annexe 5 - Efficacité bactériolytique
Règles techniques pour l'évaluation de l'efficacité bactériolytique d'une ligne de granulation ou de traitement thermique
TECALIMAN-FicheTech67-Efficacité bactériolytique granulation ou traitement thermique.pdf
Annexe 6 - Cahier des charges transport
Cahier des charges Qualimat transport
Annexe 7 - Note syndicale_signalement des non-conformités sanitaires: mode d'emploi
20230705 Note Syndicale Signalement des non conformités.pdf
Annexe 8 - Exigences spécifiques pour les bolus
Le bolus est un aliment complémentaire se présentant sous la forme d’un « gros granulé » administré oralement à l’animal en une seule fois mais qui peut libérer progressivement les nutriments qu’il contient sur une durée liée à la cinétique de dégradation du produit. Certains bolus sont à libération rapide de un à quelques jours et d’autres à libération beaucoup plus lente sur plusieurs mois.
Les bolus sont principalement utilisés chez les animaux ruminants, notamment les bovins.
Il est recommandé qu’ils soient administrés aux animaux par une personne compétente (expert en nutrition, vétérinaire, éleveur professionnel formé à cette pratique…).
Lorsqu’un aliment diététique est mis sur le marché sous la forme d’un bolus contenant des additifs pour lesquels une teneur maximale est fixée (notamment oligo-éléments), l’étiquette doit mentionner le délai maximal de libération continue du bolus ainsi que le taux de libération journalier pour chacun de ces additifs.
Par ailleurs, à la demande des autorités, l’entreprise qui met un bolus à libération lente sur le marché doit pouvoir apporter la preuve que le niveau d’additif délivré quotidiennement à l’animal n’entraîne pas de dépassement de l’apport journalier total autorisé qui dépend de la quantité de ration complète à 12% d’humidité ingérée chaque jour et de la teneur maximale autorisée par kilogramme de cette ration complète.
La démonstration du non-dépassement des apports maximaux autorisés doit reposer sur des études démontrant le niveau de libération du bolus. Celles-ci peuvent être pratiquées in vivo ou in vitro (par la reconstitution du milieu digestif de l’animal considéré).
Un bolus peut contenir jusqu’à 20% de fer sous forme inerte non biodisponible dans le but d’accroître sa densité et son bon positionnement dans le milieu digestif de l’animal. Dans ce cas le pourcentage de fer inerte présent dans le bolus devra être indiqué sur l’étiquette.
Annexe 9 - Principaux textes réglementaires
Cette annexe regroupe les principaux textes réglementaires applicables au secteur de la nutrition animale, notamment en lien avec la qualité et la sécurité des produits. Il ne s’agit pas d’une liste exhaustive compte tenu du nombre de textes ayant été publiés dans les législations européenne et française.
La plupart des actes législatifs mentionnés ont été modifiés ultérieurement et il convient donc de se référer aux versions consolidées en vigueur :
- Les textes européens peuvent être consultés en ligne sur le site Eur-Lex : http://eur-lex.europa.eu/ (législation consolidée)
- Les textes français peuvent être consultés en ligne sur le site Legifrance : http://www.legifrance.gouv.fr/ (versions en vigueur)
01– HYGIENE EN ALIMENTATION ANIMALE – AGREMENT – ENREGISTREMENT – CONTROLES OFFICIELS
| Code |
Titre |
Date |
Objet |
| [01-01] |
Directive 2001/95/CE |
03/12/2001 |
Sécurité générale des produits |
| [01-02] |
Règlement (CE) n°178/2002 |
28/01/2002 |
Principes généraux et prescriptions générales de la législation alimentaire, instituant l'Autorité européenne de sécurité des aliments et fixant des procédures relatives à la sécurité des denrées alimentaires [Législation Générale Alimentaire Européenne] |
| [01-03] |
Règlement (CE) n°183/2005 | 12/01/2005 |
Exigences en matière d’hygiène des aliments pour animaux |
| [01-04] |
Règlement (CE) n°141/2007 | 14/02/2007 |
Exigence relative à l'agrément des établissements du secteur de l'alimentation animale qui fabriquent ou mettent sur le marché des additifs pour l'alimentation animale de la catégorie "coccidiostatiques et histomonostatiques" |
| [01-05] | Règlement (UE) n°225/2012 | 15/03/2012 |
Agrément d’établissements mettant sur le marché, à des fins d’alimentation animale, des produits dérivés d’huiles végétales et de graisses mélangées et exigences spécifiques de production, d’entreposage, de transport et de dépistage de la dioxine des huiles, des graisses et des produits dérivés |
| [01-06] |
15/03/2017 |
Contrôles officiels et les autres activités officielles servant à assurer le respect de la législation alimentaire et de la législation relative aux aliments pour animaux ainsi que des règles relatives à la santé et au bien-être des animaux, à la santé des végétaux et aux produits phytopharmaceutiques, |
|
| [01-07] |
Loi 2018-938 (dite Loi EGALIM) |
30/10/2018 |
Equilibre des relations commerciales dans le secteur agricole et alimentaire et une alimentation saine, durable et accessible à tous. |
| [01-08] |
Loi 2019-486 (dite Loi PACTE) et l’arrêté du 20 janvier 2021 |
|
Déclaration dématérialisée sur un site internet public par les professionnels de rappels de produits, de denrées alimentaires ou d’aliments pour animaux |
| [01-09] | Arrêté du 28 février 2000 | 28/02/2000 |
Agrément et enregistrement de certains établissements et intermédiaires dans le secteur de l'alimentation animale. |
| [01-10] | Arrêté du 23 avril 2007 | 23/04/2007 |
Agréments et autorisation des établissements du secteur de l'alimentation animale [Modification de l’arrêté du 28 février 2000] |
| [01-11] | Avis aux Opérateurs | 12/01/2006 |
Avis aux professionnels de l'alimentation humaine et aux professionnels de l'alimentation animale relatif à l'enregistrement des établissements |
02 – SUBSTANCES INDESIRABLES
| Code |
Titre |
Date |
Objet |
|
[02-01] |
Directive 2002/32/CE |
07/05/2002 |
Substances indésirables dans les aliments pour animaux |
|
[02-02] |
Règlement (CE) n°396/2005 |
23/02/2005 |
Limites maximales applicables aux résidus de pesticides présents dans ou sur les denrées alimentaires et les aliments pour animaux d'origine végétale et animale. |
|
[02-03] |
Règlement (UE) n° 225/2012 |
15/03/2012 |
Agrément d’établissements mettant sur le marché, à des fins d’alimentation animale, des produits dérivés d’huiles végétales et de graisses mélangées et exigences spécifiques de production, d’entreposage, de transport et de dépistage de la dioxine des huiles, des graisses et des produits dérivés |
|
[02-04] |
Arrêté du 12 janvier 2001 |
12/01/2001 |
Teneurs maximales pour les substances et produits indésirables dans l'alimentation des animaux |
|
[02-05] |
Recommandation (UE) 2016/1319 de la commission du 29 juillet 2016 |
29/07/2016 |
Modifiant la recommandation 2006/576/CE en ce qui concerne le déoxynivalénol, la zéaralénone et l'ochratoxine A dans les aliments pour animaux familiers |
|
[02-06] |
Recommandation 2013/165/UE de la commission du 27 mars 2013 |
27/03/2016 |
Recommandation concernant la présence de toxines T-2 et HT-2 dans les céréales et les produits à base de céréales |
03 – ZOONOSES – SALMONELLES
| Code |
Titre |
Date |
Objet |
|
[03-01] |
Directive 2003/99/CE |
17/11/2003 |
Surveillance des zoonoses et des agents zoonotiques |
|
[03-02] |
Règlement (CE) n°2160/2003 |
17/11/2003 |
Contrôle des salmonelles et d'autres agents zoonotiques spécifiques présents dans la chaîne alimentaire |
|
[03-03] |
Arrêté du 23 avril 2007 |
23/04/2007 |
Agréments et autorisation des établissements du secteur de l'alimentation animale [Modification arrêté 28 février 2000 – Agrément « salmonelles »] |
|
[03-04] |
Arrêté du 26 février 2008 |
|
fixant les moyens de lutte contre les infections à Salmonella dans les troupeaux de l’espèce Gallus gallus en filière chair |
|
[03-05] |
Arrêté du 4 décembre 2009 |
|
fixant les moyens de lutte contre les infections à Salmonella dans les troupeaux de dindes de reproduction de l’espèce Meleagris gallopavo en filière chair |
|
[03-06] |
|
relatif à la définition des dangers sanitaires de première et deuxième catégorie pour les espèces animales |
|
|
[03-07] |
|
fixant les moyens de lutte contre les infections à Salmonella dans les troupeaux de l’espèce Gallus gallus en filière ponte d’œufs de consommation |
04 – COMMERCIALISATION ET ETIQUETAGE DES MATIERES PREMIERES ET ALIMENTS COMPOSES
| Code |
Titre |
Date |
Objet |
|
[04-01] |
Règlement (CE) n°767/2009 |
13/07/2009 |
Mise sur le marché et l’utilisation des aliments pour animaux |
|
[04-02] |
Règlement 2020/354 |
04/03/2020 |
Liste des destinations des aliments pour animaux visant des objectifs nutritionnels particuliers |
|
[04-03] |
Règlement (UE) n°68/2013 |
16/01/2013 |
Catalogue des matières premières pour aliments des animaux [Liste non exhaustive des principales matières premières pour l’alimentation animale] |
05 – COMMERCIALISATION ET ETIQUETAGE DES ADDITIFS ET PREMELANGES
| Code |
Titre |
Date |
Objet |
|
[05-01] |
Règlement (CE) n°1831/2003 |
22/09/2003 |
Additifs destinés à l'alimentation des animaux [+ Prémélanges d’additifs] |
|
[05-02] |
Règlement (CE) n°429/2008 |
25/04/2008 |
Etablissement et présentation des demandes / Evaluation et autorisation des additifs pour l'alimentation animale [Lignes directrices pour la constitution et l’évaluation de dossiers de demande d’autorisation d’additifs] |
|
[05-03] |
Registre Communautaire des Additifs Autorisés |
Mise à jour régulière |
|
|
[05-04] |
Arrêté du 13 février 1992 |
13/02/1992 |
Liste et conditions d’incorporation des additifs aux aliments pour animaux |
06 – SOUS-PRODUITS ANIMAUX
| Code |
Titre |
Date |
Objet |
|
[06-01] |
Règlement (CE) n°999/2001 |
22/05/2001 |
Règles pour la prévention, le contrôle et l'éradication de certaines encéphalopathies spongiformes transmissibles [Restriction et interdiction d’emploi de certaines matières premières d’origine animale] |
|
[06-02] |
Règlement (CE) n°1069/2009 |
21/10/2009 |
Règles sanitaires applicables aux sous-produits animaux et produits dérivés non destinés à la consommation humaine |
|
[06-03] |
Règlement (CE) n°142/2011 |
25/02/2011 |
Application du règlement (CE) n°1069/2009 établissant des règles sanitaires applicables aux sous-produits animaux et produits dérivés non destinés à la consommation humaine |
|
[06-04] |
Arrêté du 18 juillet 2006 |
18/07/2006 |
Interdiction de l'emploi de certaines protéines, phosphates et graisses d'origine animale dans l'alimentation et la fabrication d'aliments des animaux d'élevage et fixant des conditions supplémentaires aux échanges, aux importations et aux exportations de certains produits d'origine animale destinés à l'alimentation et à la fabrication d'aliments des animaux d'élevage |
|
[06-05] |
Arrêté du 23 avril 2007 |
23/04/2007 |
Agréments et autorisation des établissements du secteur de l'alimentation animale [Modification de l’arrêté du 28 février 2000] |
07 – ALIMENTS MEDICAMENTEUX
| Code |
Titre |
Date |
Objet |
|
[07-01] |
Règlement 2019/4 |
11/12/2018 |
La fabrication, la mise sur le marché et l’utilisation d’aliments médicamenteux pour animaux |
08 – METHODES D’ANALYSES
| Code |
Titre |
Date |
Objet |
|
[08-01] |
Règlement (CE) n°152/2009 |
27/01/2009 |
Fixation des méthodes d'échantillonnage et d'analyse destinées au contrôle officiel des aliments pour animaux |
09 – CONTROLE METROLOGIQUE – PREEMBALLAGES – MATERIAUX CONTACT ALIMENTAIRE
| Code |
Titre |
Date |
Objet |
|
[09-01] |
Décret n°78-166 |
31/01/1978 |
Contrôle métrologique de certains préemballages |
|
[09-02] |
Arrêté du 20 octobre 1978 |
20/10/1978 |
Contrôle métrologique de certains préemballages (prescriptions générales, inscriptions et marquage…) [Arrêté d'application du décret n°78-166] |
|
[09-03] |
Décret n°2001-387 |
03/05/2001 |
Contrôle des instruments de mesure |
|
[09-04] |
Arrêté du 31 décembre 2001 |
31/12/2001 |
Modalités d'application de certaines dispositions relatives au contrôle des instruments de mesure [Arrêté d'application du décret n°2001-387] |
|
[09-05] |
Arrêté du 26 mai 2004 |
26/05/2004 |
Instruments de pesage à fonctionnement non automatique, en service |
|
[09-06] |
Arrêté du 10 janvier 2006 |
10/01/2006 |
Instruments de pesage à fonctionnement automatique, en service |
|
[09-07] |
Arrêté du 28 avril 2006 |
28/04/2006 |
Modalités d'application relatives à la mise sur le marché et à la mise en service de certains instruments de mesure [Arrêté d’application du décret n°2006-447] |
|
[09-08] |
Décret n°92-631 |
08/07/1992 |
Matériaux et objets destinés à entrer en contact avec les denrées, produits et boissons pour l'alimentation de l'homme ou des animaux |
|
[09-09] |
Décret n°2016-769 |
09/06/2016 |
Instruments de mesure |
10 – ORGANISMES GENETIQUEMENT MODIFIES
| Code |
Titre |
Date |
Objet |
|
[10-01] |
Règlement (CE) n°1829/2003 |
22/09/2003 |
Denrées alimentaires et aliments pour animaux génétiquement modifiés |
|
[10-02] |
Règlement (CE) n°1830/2003 |
22/09/2003 |
Traçabilité et étiquetage des organismes génétiquement modifiés et traçabilité des produits destinés à l'alimentation humaine ou animale produits à partir d'organismes génétiquement modifiés |
11 – AGRICULTURE BIOLOGIQUE
| Code |
Titre |
Date |
Objet |
|
[11-01] |
Règlement (CE) n°834/2007 |
28/06/2007 |
Production biologique et étiquetage des produits biologiques |
|
[11-02] |
Règlement (CE) n°889/2008 |
05/09/2008 |
Modalités relatives à la production biologique et à l'étiquetage des produits biologiques en ce qui concerne la production biologique, l'étiquetage et les contrôles [Règlement d'application du règlement (CE) n°834/2007] |
12 – SECURITE DES PERSONNES
| Code |
Titre |
Date |
Objet |
|
[12-01] |
650/SGDSN/PSN/PSE |
17/01/2014 |
Partie publique du plan gouvernemental de vigilance, de prévention et de protection face aux menaces d’actions terroristes |
Annexe 10 - Bibliographie
Parmi l’ensemble de la documentation ayant servi à l’élaboration de ce guide de bonnes pratiques, figurent de façon non exhaustive les principaux éléments suivants
AFCA-CIAL :
- Guide de bonnes pratiques hygiéniques pour la fabrication d’aliments minéraux pour animaux (2008)
AFCA-CIAL/COOP de FRANCE NUTRITION ANIMALE/SNIA
- Guide de bonnes pratiques hygiéniques – Application des principes HACCP de la fabrication de prémélanges d’additifs pour l’alimentation animale (2009)
- Guide d’application du règlement 767/2009 pour l’étiquetage des aliments composés pour animaux – Version 2 – Juillet 2010
- Guide Pratique pour l’étiquetage des prémélanges d’additifs – Recommandations syndicales – Version 3 – Mai 2015
AFNOR
- NF V01-001 Mars 2006 - Hygiène des denrées alimentaires et des aliments pour animaux - Méthodologie pour l'élaboration des guides de bonnes pratiques d'hygiène et d'application des principes HACCP
- NF V01-006 Août 2008 - Hygiène des aliments - Place de l'HACCP et application de ses principes pour la maîtrise de la sécurité des aliments et des aliments pour animaux
- NF EN ISO 22 000 - Systèmes de management de la sécurité des denrées alimentaires
ANSES
- Fiche outil – Dangers liés aux aliments pour animaux de rente : règlementation et mesures de maîtrise - Novembre 2014
- Avis du 25 octobre 2012 relatif aux « plans de surveillance et de contrôle en alimentation animale » (Saisine n°2011-SA- 0282)
- Observatoire de l’alimentation - Rapport final - Prototypage de la Section Sanitaire - Octobre 2013
- Évaluation des risques liés à la présence de mycotoxines dans les chaînes alimentaires humaine et animale- Rapport final - Mars 2009
- Rapport « alimentation et sécurité sanitaire des aliments » -AFSSA-juillet 2000
CODEX ALIMENTARIUS
- Système d’analyse des risques - Points critiques pour leur maîtrise (HACCP) et directives concernant son application - Appendice au CAC/RCP 1-1969, Rév.4 (2003)
- Code d’usages pour une bonne alimentation animale CAC/RCP 54-2004
- Prévention et réduction de la contamination des produits de consommation humaine et animale (première édition – WHO/FAO, Rome, 2012)
COOP de France/SNIA
- Guide de bonnes pratiques hygiéniques pour la fabrication d’aliments composés pour animaux (2008)
DGAl
- Guide interministériel des recommandations pour la protection de la chaîne alimentaire contre les risques d’actions malveillantes, criminelles ou terroristes (DGAl 2014)
FAO
- ISSN 1014-2908 - Manuel sur l’application du système de l’analyse des risques – points critiques pour leur maîtrise (HACCP) pour la prévention et le contrôle des mycotoxines - 2003
- Bonnes pratiques pour l’industrie de l’alimentation animale - Mise en œuvre du code d’usages pour une bonne alimentation animale du Codex Alimentarius - Manuels FAO : Production et santé animales n°9 - Rome, Italie - 2013
FEFAC
- European Feed Manufactures Guide (EFMC) - Version 1.2 Novembre 2014
FSA
- PAS 96:2014 - Guide to protecting and defending food and drink from deliberate attack
RESEDA
- Groupe de Travail « Maîtrise des risques » dans la chaîne des denrées d’origine animale - Travaux de reconnaissance en filière des guides de bonnes pratiques
SGDSN
- Partie publique du plan gouvernemental de vigilance, de prévention et de protection face aux menaces d’actions terroristes n° 650/SGDSN/PSN/PSE du 17 janvier
Annexe 11 - Proposition de classification des déchets
Les tableaux ci-dessous résument la liste des déchets susceptibles d’être présents dans les usines avec une préconisation de classification entre Déchets Non Dangereux (DND) et Déchets Industriels Dangereux (DID).
- Classification des déchets de production
|
Nature |
Classification |
Préconisations |
|
INT : Echantillon, Fine d'aspiration, Balayures INT : Oligo-éléments INT : Produits de synthèse PF : Echantillon, Fine d'aspiration, Balayures PF : Souillé – moisi – périmé PF : non conforme (Prémix, Aliments) Nettoyage de presse |
DND DND DND DND DND DND DND |
Benne au sein de l'usine puis incinération (ordures ménagères). |
|
INT consistant en substances médicamenteuses (notamment prémélanges médicamenteux) INT classé comme substance chimique toxique INT ou PF particulièrement contaminé sous séquestre (ex : contamination importante en dioxine) |
DID
DID DID |
Entreprise spécialisée
Décision du mode de destruction par les autorités |
INT : Intrants (matières premières, additifs, prémélanges médicamenteux…) / PF : Produits Finis et Semi-Finis (dont aliments médicamenteux)
- Classification des déchets d'emballage
|
Nature |
Classification |
Préconisations |
|
Emballages de prémélanges |
DND |
|
|
Sac papier – Papier – Carton Sac papier + plastique |
DND DND |
Recyclage spécifique |
|
Big-bags |
DND |
|
|
Sac ayant contenu des substances/mélanges chimiques dangereux |
DND/DID |
Entreprise spécialisée |
- Classification des déchets de matériel
|
Nature |
Classification |
Préconisations |
|
Ferraille, Métaux |
DND/DID |
Ferrailleur, container spécif. |
|
Huiles (maintenance) |
DND |
Déchetterie locale |
|
Palettes : bois nature |
DND |
Collecteur de palettes |
|
bois traité ou souillé |
DID |
|
|
Batteries, piles, ordinateur, écran… |
DID |
|
|
Electricité : câblage, tubes néons… Huiles usagées de vidanges |
DID DID |
Entreprise spécialisée |
|
Liquide de refroidissement de groupe électrogène |
DID |
|
Annexe 12 - Structures mentionnées dans le Guide
ANSES : L’agence nationale de sécurité sanitaire de l’alimentation, de l’environnement et du travail en France.
EFSA : L'European Food Safety Authority est une agence de l’Union européenne créée en 2002 dans le but de servir de source impartiale d’avis scientifiques pour les gestionnaires des risques et de communiquer sur les risques associés à la chaîne alimentaire.
OMSA : L'Organisation Mondiale de la Santé Animale est une organisation intergouvernementale dont la raison d'être est d'améliorer la santé animale dans le monde. Elle a été fondée en tant qu'Office International des Epizooties (OIE).